
Quels sont les types de tubes en aluminium qui nécessitent un cintrage ?

Parfois, un tube droit ne suffit pas. J'ai été confronté à des conceptions nécessitant des courbes, des boucles ou des angles précis. C'est alors que le cintrage des tubes devient essentiel.
Le cintrage des tubes en aluminium est nécessaire lorsque les conceptions exigent des formes complexes, des espaces restreints ou des transitions sans rupture.
Poursuivez votre lecture et je vous montrerai comment choisir la bonne méthode de pliage et garantir la qualité.
Quels sont les types de tubes en aluminium qui nécessitent un cintrage ?
Les tubes utilisés dans les simples cadres sont très différents de ceux utilisés dans les systèmes de chauffage ou les meubles. Tous les tubes ne se plient pas de la même manière.
Les tubes pour les cadres structurels, les systèmes de fluides, les garde-corps et les profilés sur mesure doivent souvent être cintrés pour répondre aux besoins de la conception ou de l'installation.
Pensez aux tubes avec lesquels j'ai travaillé :
Tubes de construction structuraux
Utilisés pour les garde-corps, les supports et les cadres. Ils nécessitent des angles ou des courbes sur mesure pour s'adapter à la configuration du bâtiment.
Tubes de transport de fluides
Utilisés dans les systèmes de climatisation, les systèmes hydrauliques ou les conduites de liquide de refroidissement. Ils nécessitent des courbes douces pour maintenir un débit régulier.
Tubes pour l'architecture et l'ameublement
Ils sont utilisés dans les mains courantes, les luminaires et les tables. Ils doivent être esthétiques et répondre aux spécifications du design.
Tubes profilés sur mesure
Utilisées pour les protections de machines, les poignées ergonomiques ou les applications complexes. Pliage de sections transversales spéciales selon des spécifications précises.
En voici un bref aperçu :
| Type de tube | Utilisations typiques | Besoins en matière de courbure |
|---|---|---|
| Tubes de structure | Rampes, cadres | Angles personnalisés, installation en affleurement |
| Tubes de fluide | CVC, hydraulique, conduites de refroidissement | Des courbes douces, pas de plis |
| Tubes architecturaux | Meubles, accessoires de design | Qualité visuelle, rayon constant |
| Profils personnalisés | Pièces industrielles ou ergonomiques | Courbes précises, profils adaptés |
Les tubes structuraux doivent souvent être cintrés sur mesure pour s'adapter à la configuration du bâtiment.Vrai
Les tubes structurels tels que les supports de mains courantes doivent souvent se plier pour s'adapter aux escaliers, aux murs et à d'autres dimensions du bâtiment.
Les tubes de transport de fluides peuvent être pliés brusquement sans affecter le débit.Faux
Les coudes brusques dans les tubes de fluide peuvent provoquer des turbulences, des pertes de charge ou des blocages. Il est important que le rayon soit lisse.
Quelles sont les techniques de cintrage utilisées dans les services de tubes en aluminium ?
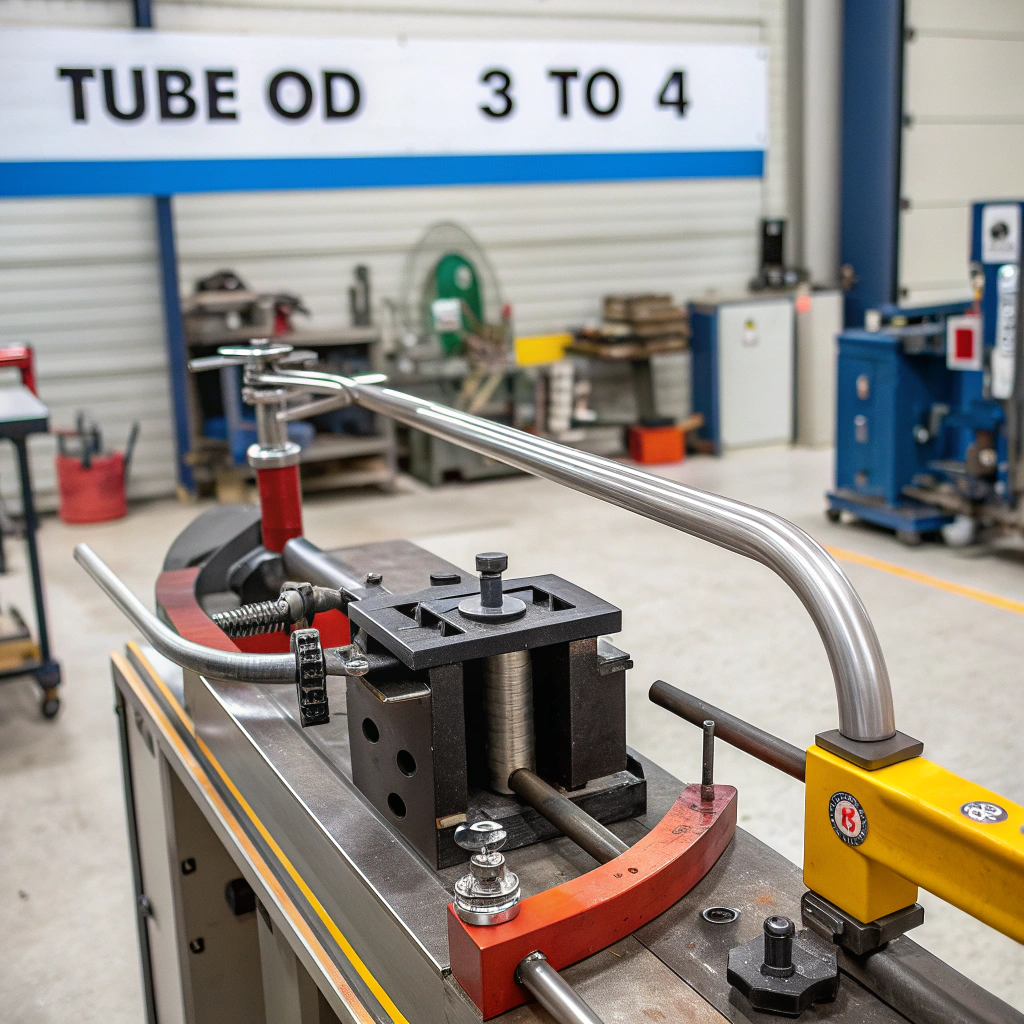
Pour obtenir un pliage net sans aplatissement ni plissement, il faut disposer des bons outils. L'expérience et la technique sont importantes, surtout avec l'aluminium.
Les techniques courantes comprennent le cintrage au mandrin, le cintrage au rouleau, le cintrage à la presse et les méthodes assistées par la chaleur pour préserver la forme et l'intégrité du tube.

Voici comment ces techniques fonctionnent :
Cintrage au mandrin
Utilise un mandrin interne pour soutenir le tube. Idéal pour les courbes serrées et les tubes à parois minces. Empêche les plis et l'affaissement.
Cintrage en rouleau
L'alimentation du tube entre les rouleaux permet de créer des courbes lisses à grand rayon. Idéal pour les arcs doux et les grandes longueurs.
Pliage à la presse
Une matrice presse le tube pour lui donner sa forme. Bon pour les cintrages simples et à grand angle. Rapide, mais peut nécessiter des retouches après le cintrage.
Cintrage assisté par la chaleur
Applique la chaleur pour ramollir le tube. Utilisé pour les alliages plus résistants ou les coudes complexes. Prévient les fissures et réduit le retour élastique.
| Technique | Meilleur pour | Avantages |
|---|---|---|
| Cintrage au mandrin | Coudes de tubes fins et serrés | Finition lisse, pas de déformation |
| Cintrage en rouleau | Grands rayons, pièces plus longues | Un outillage efficace et minimal |
| Pliage à la presse | Volume important, angles simples | Rapide, reproductible |
| Assisté par la chaleur | Alliages durs, formes complexes | Prévient les problèmes de surface, précis |
Le cintrage au mandrin est préférable pour les tubes étroits et à parois minces.Vrai
Le mandrin interne soutient le tube pendant le cintrage, évitant ainsi les plis ou les rides dans les cintrages serrés.
Le pliage à la presse convient mieux aux courbes à grand rayon.Faux
Le pliage à la presse convient aux courbes à angle unique, mais pas aux courbes lisses ou à grand rayon. Le cintrage par roulage est plus adapté à ce type de courbes.
Comment calculer le rayon de courbure minimal des tubes en aluminium ?
Un pliage trop serré de l'aluminium peut provoquer des plis ou des fissures. Un rayon de courbure minimal adéquat permet au tube de rester solide et fonctionnel.
Le rayon de courbure minimal dépend du diamètre du tube, de l'épaisseur de la paroi et de l'alliage. Règle générale : diamètre multiplié par un facteur de 2 à 4, ajusté en fonction de la dureté de l'alliage.
Voici comment je le calcule :
1. Connaître les caractéristiques des tubes
Commencez par identifier le diamètre extérieur du tube, l'épaisseur de la paroi et le type d'alliage (6063-T5 ou 6061-T6, par exemple).
2. Appliquer les règles de base du rayon
Vous pouvez utiliser ces formules générales :
-
Pour alliages d'aluminium doux (par exemple, 6063-T5) :
Rayon de courbure minimal = diamètre extérieur du tube × 2 -
Pour alliages d'aluminium dur (par exemple, 6061-T6) :
Rayon de courbure minimal = diamètre extérieur du tube × 3 à 4
Ils constituent un point de départ fiable. Il faut ensuite affiner en fonction de l'épaisseur de la paroi et de la méthode de pliage spécifique.
3. Ajuster en fonction de l'épaisseur de la paroi
Les parois minces s'effondrent plus facilement. Utilisez des rayons plus grands ou des outils de soutien. Les parois épaisses permettent de réaliser des courbes plus serrées.
4. Considérer le comportement de l'alliage
Les alliages plus durs résistent au pliage. Ils peuvent nécessiter un traitement thermique ou des matrices spéciales pour se plier sans se fissurer.
5. Toujours tester
Effectuer un essai de pliage et mesurer le rayon et la déformation de la paroi. Apporter des modifications si des fissures ou des plis apparaissent.
| Grade de l'alliage | Souple/dur | Facteur de rayon |
|---|---|---|
| 6063-T5 | Douceur | ×2 OD |
| 6061-T6 | Dur | ×3-4 OD |
Le rayon de courbure minimal est souvent fixé à deux fois le diamètre du tube pour les alliages plus souples.Vrai
Les alliages plus souples comme le 6063 permettent de plier le tube à un rayon minimum d'environ 2× le diamètre du tube sans l'endommager.
Les alliages durs utilisent toujours le même rayon de courbure que les matériaux tendres.Faux
Les alliages plus durs nécessitent un rayon minimum plus important pour éviter les fissures ou les déformations.
Quels sont les contrôles de qualité qui garantissent la précision du cintrage des tubes ?
Un bon cintrage est précis et cohérent. Un mauvais contrôle se traduit par des pièces tordues ou une défaillance structurelle.
Les contrôles de qualité comprennent l'inspection visuelle, la mesure des dimensions, la vérification de l'épaisseur des parois, la détection des rayures ou des fissures et les essais d'ajustement par rapport à des gabarits ou des dessins.

Voici comment j'assure la qualité :
Inspection visuelle
Vérifiez que les courbes ne présentent pas de rayures, de plis ou de dommages à la peinture. Rechercher des fissures de surface ou un aplatissement.
Contrôle dimensionnel
Mesurez l'angle, le rayon et la longueur. Comparez-les aux spécifications ou aux modèles de conception.
Contrôle de l'épaisseur des parois
Utiliser une jauge à ultrasons ou un micromètre pour s'assurer que les parois ne se sont pas trop amincies au niveau du coude.
Test d'aptitude et de fonctionnement
Placer le tube cintré dans le gabarit ou l'assemblage pour vérifier l'alignement, l'ajustement et le dégagement.
Détection des fissures
Pour les pièces critiques, utilisez le ressuage ou le CND par ultrasons pour repérer les fissures cachées.
| Type d'inspection | Outil ou méthode | Ce qu'il vérifie |
|---|---|---|
| Inspection visuelle | Yeux ou loupe | Défauts de surface, rides, déformations |
| Mesure dimensionnelle | Gabarit, rapporteur, pied à coulisse | Précision de l'angle, de la longueur et du rayon |
| Contrôle de l'épaisseur des parois | Jauge à ultrasons, micromètre | Épaisseur constante au niveau de la courbure |
| Test d'ajustement | Gabarit ou assemblage | Alignement, dégagements, problèmes d'ajustement |
| CND (détection de fissures) | Ressuage, ultrasons | Fissures invisibles ou défauts structurels |
Le contrôle par ultrasons permet de détecter l'amincissement de la paroi après le pliage.Vrai
La mesure par ultrasons permet de confirmer que l'épaisseur de la paroi du tube reste dans les limites de la tolérance après le cintrage.
L'inspection visuelle est suffisante pour détecter tous les défauts des tubes cintrés.Faux
Certains défauts, comme les fissures internes ou la délamination, peuvent ne pas apparaître à la surface et doivent être détectés par des essais non destructifs.
Conclusion
Le cintrage des tubes en aluminium permet de traiter les tubes courbes dans les structures, les fluides, l'architecture et les formes personnalisées. Des méthodes telles que le cintrage au mandrin ou au rouleau permettent de préserver la résistance du tube. Le calcul du rayon minimum utilise le diamètre, l'alliage et l'épaisseur. En outre, des contrôles de qualité permettent de s'assurer que les cintrages restent précis, solides et qu'ils s'ajustent correctement.




{kind=link}