Comment compléter une enceinte en aluminium extrudé ?
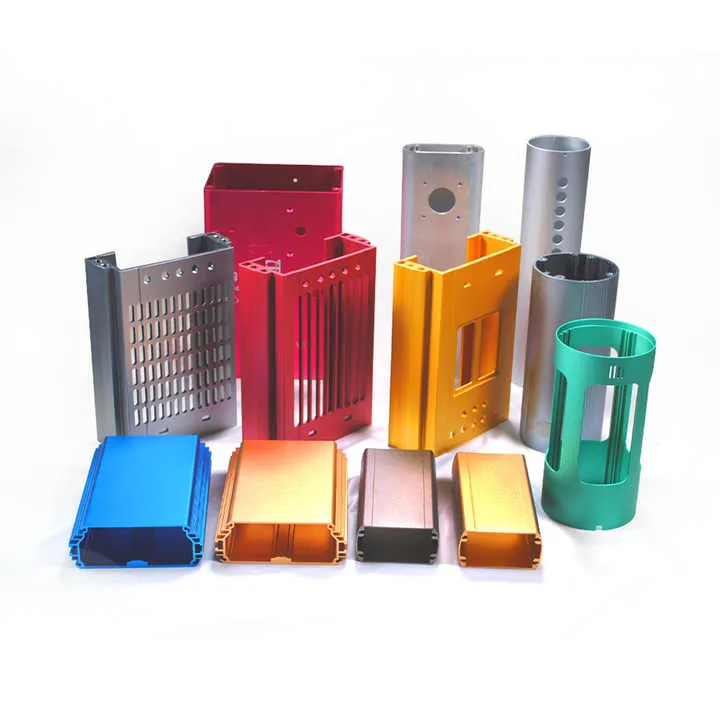
L'année dernière, j'ai conçu un boîtier de capteur en utilisant l'extrusion d'aluminium. Le profilé était prêt en quelques jours, mais le véritable défi consistait à le transformer en un boîtier fini, avec des découpes, un traitement de surface et un assemblage.
Pour réaliser un coffret en aluminium extrudé, il faut terminer l'usinage, appliquer un traitement de surface et assembler les panneaux d'extrémité et la quincaillerie en procédant par étapes précises.
Passons en revue l'ensemble du processus, de l'extrusion brute à un boîtier entièrement utilisable avec des composants électroniques prêts à être installés.
Quelles sont les étapes de finition d'un coffret en aluminium extrudé ?

Nombreux sont ceux qui pensent qu'une enceinte en aluminium se résume à une coupe à la longueur, mais une pièce finie implique plusieurs étapes de production.
Les principales étapes sont la découpe, l'ébavurage, le perçage ou le fraisage des caractéristiques, l'application de la finition de surface, l'assemblage des panneaux et le contrôle de la qualité.
Flux de travail pour l'achèvement de la clôture
| Étape | Description |
|---|---|
| 1. Couper à la longueur | Découpe de précision avec tolérance (±0,2 mm typique) |
| 2. Ébarbage | Des bords lisses pour protéger les utilisateurs et éviter les problèmes d'ajustement |
| 3. L'usinage | Ajout de trous, d'évents et d'orifices par fraisage CNC ou manuel |
| 4. Finition de surface | Application d'une anodisation, d'un revêtement en poudre ou d'un brossage |
| 5. Assemblage | Monter les capuchons d'extrémité, glisser les circuits imprimés, installer les fixations |
| 6. Contrôle de la qualité | Vérifier l'ajustement, la finition, les dimensions, la résistance mécanique |
J'ai dû refaire un lot après avoir sauté l'étape de l'ébavurage. Les panneaux n'étaient pas alignés et les bords tranchants ont rayé le circuit imprimé d'un client.
Comment usiner les découpes et les trous dans le boîtier ?

Les découpes font de la place pour les connecteurs, les écrans, les boutons et le montage. Si elles sont mal faites, elles gâchent l'ensemble de la pièce. Lorsqu'elles sont bien faites, elles s'intègrent parfaitement.
Le fraisage CNC est la meilleure méthode pour réaliser des découpes de précision dans l'aluminium. Les trous et les fentes doivent correspondre à l'emplacement des circuits imprimés et utiliser des tolérances adaptées aux fixations ou aux ports.
Techniques d'usinage
-
Fraisage CNC
- Plus précis pour les ports USB, les fenêtres d'affichage et les bouches d'aération
- Prévoir un espace de 1 à 2 mm pour les orifices
-
Forage
- Idéal pour les trous de vis et les guides pilotes
- Utiliser un foret étagé pour les fraisages ou les trous de montage
-
Poinçonnage (pour les parois minces)
- Production en grande quantité
- Nécessite un outillage dur
-
Dremel manuel / Scie sauteuse
- Prototypage uniquement
- Nécessite un nettoyage des fichiers
Conseils pour l'usinage des découpes
- Il faut toujours serrer solidement pour éviter les vibrations.
- Utiliser du liquide de refroidissement pour éviter les bavures sur les bords ou les finitions fondues.
- Marquer les positions de coupe à l'aide de gabarits ou de marqueurs laser.
- Dans le cas de sections minces, le support doit être sacrifié pour éviter le gauchissement.
Nous avons ensuite ajouté les ports USB-C à l'aide d'une machine CNC en utilisant des fraises de 2,0 mm. Nous avons laissé une tolérance de 0,2 mm sur tous les côtés - l'ajustement était parfait avec les clips de connexion.
Quelles sont les finitions de surface qui conviennent aux boîtiers ?

La finition de la surface ne se limite pas à l'aspect esthétique : elle protège, isole et ajoute une valeur à l'image de marque.
Les meilleures options pour les boîtiers en aluminium sont l'anodisation, le revêtement en poudre, le brossage et le film chimique (Alodine). Chacune d'entre elles offre un aspect et une protection différents.
Tableau des options de finition
| Type de finition | Apparence | Niveau de protection | Notes |
|---|---|---|---|
| Anodisé (Type II) | Mat, coloré | Moyen | Bonne résistance à l'usure ; décoloration sous UV |
| Anodisé dur | Gris foncé/noir | Haut | Idéal pour une utilisation robuste (en extérieur ou militaire) |
| Revêtement par poudre | Brillant/mat/tout en couleur | Très élevé | Durable ; masque les rayures ; nécessite un nettoyage préalable |
| Aluminium brossé | Lignes directionnelles | Faible | Cosmétique ; peut avoir besoin d'une couche de vernis |
| Alodine / Chem Film | Teinte jaune ou claire | Faible/Modéré | Bon pour l'IEM ; nécessite une couche de finition en cas d'exposition |
Avantages de l'état de surface
- Durabilité: L'anodisation ou la poudre résistent à l'abrasion.
- Blindage EMI: L'alodine ou l'alodine nue est conductrice.
- Esthétique: L'anodisation colorée améliore l'apparence.
- L'image de marque: Les logos peuvent être gravés au laser après la finition.
Pour un boîtier IoT, nous avons choisi l'anodisation noire de type II. Elle a résisté à l'oxydation extérieure et a conservé un aspect professionnel, même deux ans plus tard sur le terrain.
Comment assembler une enceinte extrudée avec des panneaux et des fixations ?

Après la découpe et la finition, l'assemblage final donne vie à l'armoire. Une bonne conception facilite l'assemblage ; une mauvaise conception entraîne des désalignements ou des cliquetis.
Les coffrets en aluminium extrudé sont généralement assemblés avec des panneaux avant/arrière, des vis, des rails coulissants et des joints d'étanchéité si nécessaire.
Étapes d'assemblage
-
Installer les PCB
- A glisser dans les rails internes ou à monter à l'aide d'entretoises.
-
Panneaux avant/arrière
- Généralement moulés sous pression ou fraisés CNC ; peuvent inclure des connecteurs et des diodes électroluminescentes.
-
Joints d'insertion (si utilisés)
- Pour une utilisation IP65 ou à l'épreuve des intempéries ; placer sur le pourtour du panneau.
-
Utiliser des vis imperdables
- Fixer les panneaux au corps principal à l'aide de fixations en acier inoxydable M3 ou M4.
-
Appliquer du frein filet (facultatif)
- Empêcher le desserrage dû aux vibrations ou au transport.
-
Serrage final et vérification
- Utiliser un tournevis dynamométrique pour obtenir un couple constant.
Conseils pour la conception des assemblages
| Fonctionnalité | Recommandation |
|---|---|
| Filets de vis | Utiliser des M3/M4 en acier inoxydable ; visser dans des inserts en acier |
| Ajustement du panneau | Maintien d'une tolérance de ±0,2 mm |
| Joints | Utiliser des joints en silicone ou en caoutchouc pour la protection contre les infiltrations. |
| Acheminement des câbles | Ajouter une décharge de traction pour les câbles ou des trous pour les passe-câbles |
| Montage sur circuit imprimé | Utiliser des bossages taraudés ou des fentes internes |
Nous avons conçu un rail à encastrer pour un panneau d'affichage. Il se glisse dans le profilé principal sans fixation, ce qui permet de gagner du temps et d'éviter les risques de décharges électrostatiques lors de l'assemblage.
Conclusion
La finition d'un boîtier en aluminium extrudé ne se limite pas au profilé : il s'agit de la découpe, de l'usinage, de la finition et de l'assemblage intelligent. Vous avez besoin d'outils de précision, d'un contrôle minutieux des tolérances et d'options de finition adaptées à la fonction du produit. Qu'il s'agisse d'une boîte robuste ou d'un boîtier électronique élégant, les performances de votre boîtier dépendent de chaque détail.
Questions vrai/faux
L'anodisation est une finition appropriée pour les boîtiers en aluminium exposés à des environnements extérieurs.Vrai
L'anodisation forme une couche d'oxyde protectrice qui résiste à la corrosion et à la décoloration en cas d'exposition modérée.
Le perçage manuel est plus précis que le fraisage CNC pour les découpes de ports USBFaux
Le perçage manuel n'offre pas la précision et la répétabilité requises pour les ouvertures de connecteurs à tolérance serrée.



{kind=link}