
Vereiste normen voor kwaliteitsinspectie van koellichamen?
Ik heb ooit een project gehad waarbij alles er op papier goed uitzag, maar de koellichamen het voortijdig begaven. Daarna nam ik de inspectienormen veel serieuzer. Het veranderde alles.
Goede kwaliteitsinspectie voor koellichamen moet betrekking hebben op afmetingen, materialen, afwerking en prestaties, zodat ze goed werken en lang meegaan in echte omgevingen.
In dit artikel bespreek ik welke inspecties de kwaliteit van koellichamen garanderen, hoe OEM's de structurele precisie controleren, welke normen van toepassing zijn en of thermische tests verplicht zijn.
Welke inspecties garanderen de kwaliteit van het koellichaam?
Stelt u zich eens voor dat u duizenden koellichamen levert en dan te horen krijgt dat de onderdelen niet passen of te snel corroderen. Die pijn kan worden voorkomen met het juiste inspectieproces.
Effectieve inspectie van koellichamen omvat materiaalcontroles, dimensionale controles, tests van de oppervlakteafwerking en soms verificatie van de thermische prestaties in meerdere productiefasen.

Als ik een productieorder voor een koellichaam beheer, volg ik een gelaagde inspectieroutine van begin tot eind. Dit is hoe ik het opdeel:
Stap 1: Materiaalverificatie
De eerste stap is het controleren van de binnenkomende aluminiumlegering. Als de klant vroeg om 6063-T5 en de batch werd gemaakt van 6005, dan komen de mechanische en thermische eigenschappen niet overeen. Dus bekijk ik het materiaalcertificaat en soms testen we de hardheid of controleren we de chemische samenstelling.
Stap 2: Eerste artikelinspectie (FAI)
Voordat we overgaan tot bulkproductie, voeren we een volledige meting uit van een proefstuk. We meten de lengte, vinhoogte, tussenruimte, vlakheid van de basis, locaties van gaten en afwerkingskwaliteit. Deze stap geeft ons een referentiepunt voor de rest van de productie.
Stap 3: Controles tijdens het proces
Terwijl de onderdelen geëxtrudeerd, gesneden of bewerkt worden, meten we met tussenpozen bepaalde kenmerken, zoals de afmetingen van de vinnen, de uitlijning van de gaten en de vlakheid van de basis. Voor het oppervlak controleren we op krassen, anodisatiekleurproblemen of tekenen van bramen.
Stap 4: Eindinspectie
Voor het verpakken inspecteren we geselecteerde monsters of zelfs 100% van de bestelling, afhankelijk van de eisen van de klant. We controleren de afmetingen nogmaals, zorgen ervoor dat de coatings voldoen aan de dikteverwachtingen en controleren mechanische details zoals tapgaten of sleuven.
Stap 5: Documentatie testen
We stellen inspectierapporten met resultaten op. Deze bevatten meetgegevens, partijnummers, gebruikte inspectiemiddelen en soms foto's. Dit creëert een spoor van verantwoording en helpt eventuele toekomstige kwaliteitsproblemen terug te voeren naar de bron.
Tabel: Overzicht van inspectiefasen
| Stadium | Doel | Belangrijke controles |
|---|---|---|
| Materiaal | Zorg voor de juiste legering | Certificaat, hardheid, chemie |
| Eerste artikel | Basislijn bevestigen | Set met volledige afmetingen, oppervlak |
| In proces | De productie bewaken | Controles ter plaatse, visueel, vlakheid |
| Finale | Zending valideren | Monster/100%, afwerking, montage |
| Documentatie | Zorg voor traceerbaarheid | Verslagen, foto's, feuilletons |
Verificatie van binnenkomend materiaal is een kritieke inspectiefase voor aluminium koellichamenEcht
Als de verkeerde legering of het verkeerde materiaal wordt gebruikt, kunnen latere afwerking en afmetingen dit niet volledig compenseren; materiaalverificatie is van fundamenteel belang.
Alleen een visuele eindinspectie is voldoende om de kwaliteit van het koellichaam te garanderen.Vals
Visuele eindinspectie alleen is niet voldoende om afwijkingen in afmetingen, materiaalafwijkingen of prestatieproblemen op te sporen; er zijn meerdere inspectiefasen nodig.
Hoe controleren OEM's de structurele precisie?
OEM's hechten maar aan één ding: de onderdelen moeten precies passen, passen en werken zoals verwacht. Zelfs kleine fouten in de vlakheid of de positie van gaten kunnen de constructie verpesten.
OEM's controleren de precisie van koellichamen met metingen van belangrijke afmetingen, vlakheid, uitlijning van gaten en met behulp van gereedschappen zoals schuifmaten, kalibers, CMM en soms 3D-scannen.
Als ik koellichamen lever aan grote klanten, sturen ze vaak een checklist of tekening met toleranties mee. Dit is hoe we daarop reageren:
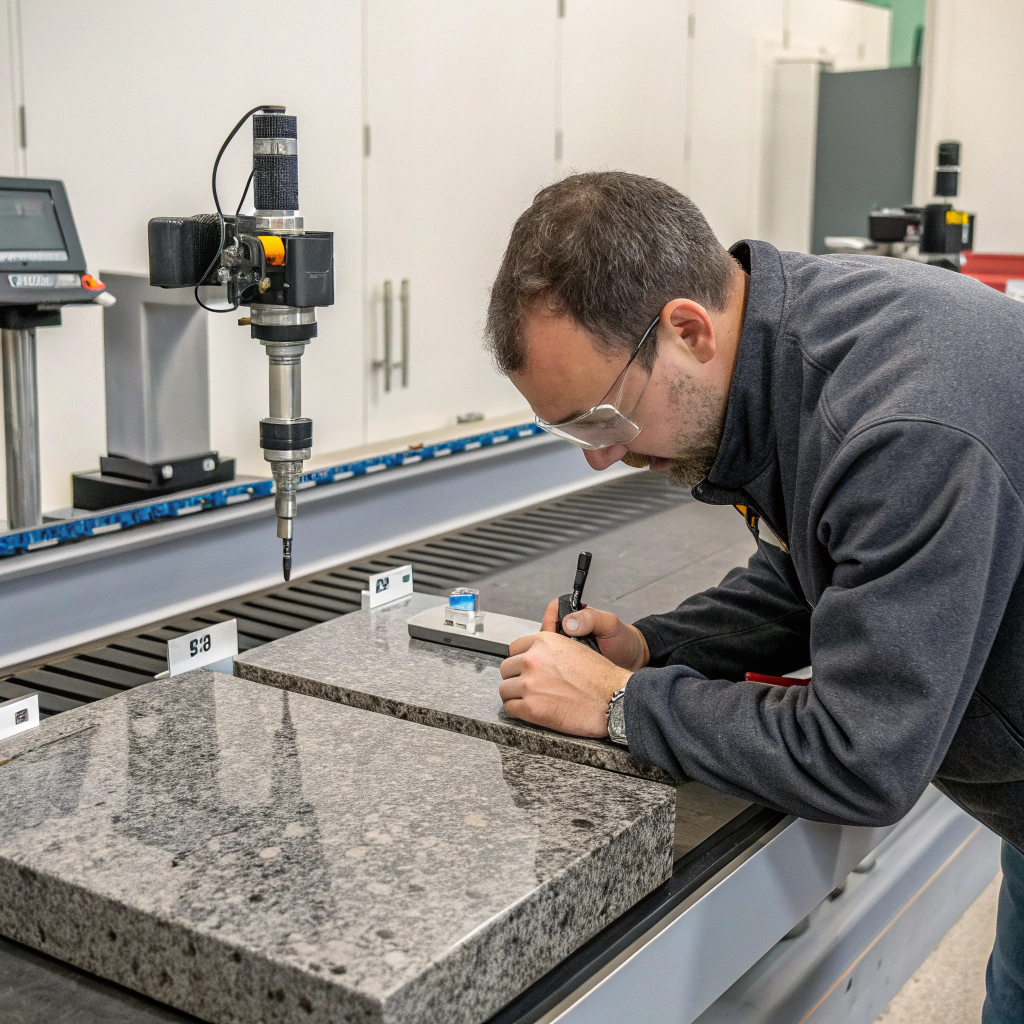
Vlakheid basis
Dit is belangrijker dan de meeste mensen denken. Als de basis niet vlak genoeg is, is het thermisch contact met het onderdeel slecht en lijdt de koeling eronder. We controleren de vlakheid met een granieten vlakplaat en voelermaten. Voor krappe specificaties gebruiken we lasergereedschap.
Geometrie van de vinnen
Vinnen moeten recht, gelijkmatig verdeeld en consistent zijn. Als ze buigen of verschuiven, wordt de luchtstroom verstoord. We inspecteren de vinhoogte, -afstand en -dikte op verschillende punten. We gebruiken meters of visuele sjablonen.
Positie en grootte van gat
OEM's monteren koellichamen vaak met schroeven of pennen. Als de posities van de gaten zelfs maar 0,2 mm afwijken, zal het onderdeel niet uitlijnen. We gebruiken micrometers, naaldmeters en coördinatenmeetmachines (CMM) om dit te controleren.
Montage-interfaces
Sleuven, flenzen en gefreesde pockets moeten overeenkomen met hun tegenhangers. OEM's testen een batch vaak door deze fysiek op een mal of nagebouwde eenheid te installeren om uitlijnfouten op te sporen.
3D scannen
Sommige OEM's geven de voorkeur aan digitale 3D scans voor grote of complexe onderdelen. Deze scans vergelijken het echte onderdeel met een 3D-model en tonen afwijkingen in microns.
Afwijking van de vinafstand in een koellichaam heeft geen invloed op de thermische prestaties.Vals
De afstand tussen de lamellen beïnvloedt de luchtstroming en de thermische weerstand; afwijkingen kunnen de koelprestaties verminderen.
Een vlak basisoppervlak is belangrijk voor een goed thermisch contact tussen een koellichaam en het onderdeel.Echt
Zonder een vlakke basis kan de thermische interface kieren of ongelijkmatig contact vertonen, waardoor de efficiëntie van de warmteoverdracht afneemt.
Welke normen zijn van toepassing op industriële koellichamen?
Klanten vragen vaak welke normen we volgen. Hoewel er niet één “koellichaamcertificering” is, zijn er verschillende wereldwijde normen die onze inspectie en kwaliteitsaanpak sturen.
Inspectie van industriële koellichamen omvat normen zoals ISO 9001 voor kwaliteitssystemen, ISO 2768 voor toleranties en soms MIL-specificaties voor anodiseren of duurzaamheid.

Dit zijn de belangrijkste normen die we toepassen of waarnaar we verwijzen bij het maken en inspecteren van koellichamen:
ISO 9001
Dit is de meest voorkomende norm voor kwaliteitssystemen. Het vereist dat processen worden gedocumenteerd, traceerbaar zijn en voortdurend worden verbeterd. De meeste OEM's willen dat hun leveranciers ISO 9001 gecertificeerd zijn.
ISO 2768
Deze norm definieert algemene toleranties voor lineaire en hoekmaten. Tenzij de klant speciale toleranties op de tekening heeft, volgen we ISO 2768-m (medium) als standaard.
Afwerking oppervlak
Als we de koellichamen anodiseren, kunnen we verwijzen naar de militaire standaard MIL-A-8625 of klantspecificaties gebruiken. Dit zorgt ervoor dat de laagdikte, hardheid en kleur worden gecontroleerd.
Milieuduurzaamheid
Sommige koellichamen worden gebruikt in veeleisende omstandigheden, zoals buitenkasten, zonnepanelen of scheepsuitrusting. Indien nodig kunnen we testen met temperatuurcycli of zoutsproeitests op basis van ISO- of MIL-procedures.
Documentatie en rapportage
Klanten vragen soms om PPAP (Production Part Approval Process) of FAIR (First Article Inspection Report). We houden inspectieverslagen, meetlogboeken en certificaten bij voor anodiseren of grondstoffen.
Tabel: Gemeenschappelijke normen en gebruik
| Standaard | Toepassingsgebied | Gebruik in koellichamen |
|---|---|---|
| ISO 9001 | Kwaliteitsmanagement | Leveranciers QMS |
| ISO 2768 | Maattolerantie | Standaard als er niets is opgegeven |
| MIL-A-8625 | Specifieke anodisering | Coatingdikte en -type |
| ISO 9227 | Zoutneveltest | Corrosiebestendigheid |
| ISO/IEC 17025 | Labbekwaamheid | Voor externe testlaboratoria |
ISO 2768 kan worden gebruikt om algemene toleranties te specificeren voor geëxtrudeerde en machinaal bewerkte aluminium koellichamen.Echt
ISO 2768 heeft betrekking op algemene toleranties voor lineaire en hoekmaten en wordt gebruikt voor dergelijke onderdelen in de industrie.
Er is één uniforme norm die alle inspectie- en thermische testvereisten voor koellichamen omvatVals
Diverse normen hebben betrekking op verschillende aspecten (kwaliteitssysteem, geometrie, afwerking, omgeving, thermische testen), maar er is geen uniforme norm voor alle inspecties van koellichamen.
Zijn thermische tests verplicht voor certificering?
Deze vraag komt vaak terug: moet ik elke batch koellichamen thermisch testen? Het antwoord hangt af van het productrisico en de eisen van de klant.
Thermische testen zijn niet altijd nodig, maar als de thermische weerstand kritisch is of door de klant wordt gespecificeerd, zijn ze nodig om de prestaties te verifiëren.
Wanneer testen een must is
Sommige industrieën, zoals LED-verlichting, vermogenselektronica of luchtvaart, vereisen strenge prestatiecontroles. Als er in je specificatie staat “de thermische weerstand moet lager zijn dan 1,5 K/W bij een luchtstroom van 1 m/s”, dan moet je testen om dat te bewijzen.
Meestal zetten we testopstellingen op die luchtstroming, omgevingstemperatuur en stroombelasting simuleren. Vervolgens meten we de temperatuurstijging over de basis en berekenen we de weerstand.
Wanneer het kan worden overgeslagen
Als het ontwerp van het koellichaam eenvoudig is en al eerder is getest en er geen specificaties zijn die thermische resultaten vereisen, dan kunnen we de test overslaan. Sommige klanten vinden het prima om simulatiegegevens of gegevens uit het verleden als referentie te gebruiken, vooral als de toepassing weinig vermogen vraagt of goed gekoeld is.
Eerste batch vs elke batch
Een veelgebruikt compromis is om de eerste batch van een artikel thermisch te testen en latere batches over te slaan, tenzij er iets verandert. Als het productieproces of de materiaalbron verandert, wordt het testen hervat.
Mijn suggestie
Als het onderdeel essentieel is om elektronica koel te houden, bepaal dan altijd een thermisch doel en test dit minstens één keer. Documenteer alles: de luchtstroomsnelheid, stroombelasting, opstelling en meetpunten.
Elk aluminium koellichaam moet vóór verzending een volledige warmteweerstandstest ondergaan.Vals
Hoewel ideaal, worden veel koellichamen voor goedaardige omstandigheden geleverd zonder volledige thermische tests; de vereiste hangt af van de specificatie en het risico.
Thermisch testen wordt verplicht als de klantspecificatie een thermische weerstandswaarde definieert en de toepassing kritisch isEcht
Wanneer prestaties en betrouwbaarheid van cruciaal belang zijn, zijn thermische tests nodig om de thermische weerstand en prestaties te verifiëren.
Conclusie
Om betrouwbare koellichamen te maken, volg ik altijd inspecties in meerdere stappen: begin met goed materiaal, controleer de afmetingen, controleer de afwerking en test wanneer dat nodig is. Normen zoals ISO 9001, ISO 2768 en MIL-specificatie helpen om de kwaliteit in lijn te houden. Wanneer thermische specificaties van belang zijn, raad ik aan om minstens één keer te testen. Deze gewoonten besparen tijd, verminderen risico's en bouwen een sterk vertrouwen op bij klanten.




{kind=link}