
Was sollten Sie über das Rundbiegen von Aluminiumrohren wissen?

Haben Sie Schwierigkeiten, klare Informationen über das Biegen von runden Aluminiumrohren zu finden? Sie sind nicht allein - die meisten Leitfäden verwechseln es mit normalen Biegungen.
Beim Rundbiegen werden Aluminiumrohre zu glatten, kontinuierlichen Kurven oder Schleifen geformt, im Gegensatz zu diskreten Biegungen, die Winkel erzeugen.
Das Verständnis des Unterschieds ist entscheidend, wenn Sie mit architektonischen Kurven, strukturellen Schleifen oder dekorativen Anwendungen arbeiten. Schauen wir uns das Ganze einmal genauer an.
Was ist Rundbiegen im Vergleich zu anderen Biegeverfahren?
Wenn Sie jemals ein gewendeltes Treppengeländer oder einen runden LED-Rahmen gesehen haben, haben Sie das Rundbiegen in Aktion gesehen.
Das Rundbiegen formt einen glatten Bogen oder einen vollen Ring, während andere Verfahren wie das Rotationsziehen oder Dornbiegen scharfe Winkel oder einzelne Segmente erzeugen.

Um die Unterschiede zu verdeutlichen, finden Sie hier eine Tabelle:
| Biegeverfahren | Beschreibung | Gemeinsame Nutzung |
|---|---|---|
| Kreisförmiges Biegen | Formt einen großen Radius oder Vollkreis aus Aluminiumrohr | Handläufe, Ringe, Bügel, Beleuchtungsrahmen |
| Dreh-Zieh-Biegen | Präzise Biegung mit engen Radien durch Matrizen und Dorne | Automobilrohre, Möbel, Überrollkäfige |
| Kompression Biegen | Rohr wird um eine stationäre Form gebogen | Allgemeine Metallverarbeitung |
| Walzenbiegen | Rohr wird durch Rollen geführt, um einen Bogen zu bilden | Rundbögen, große Schleifen |
| Dornbiegen | Verwendet interne Unterstützung, um Faltenbildung oder Zusammenfallen zu vermeiden | Dünnwandige Rohre, HVAC, architektonische Formen |
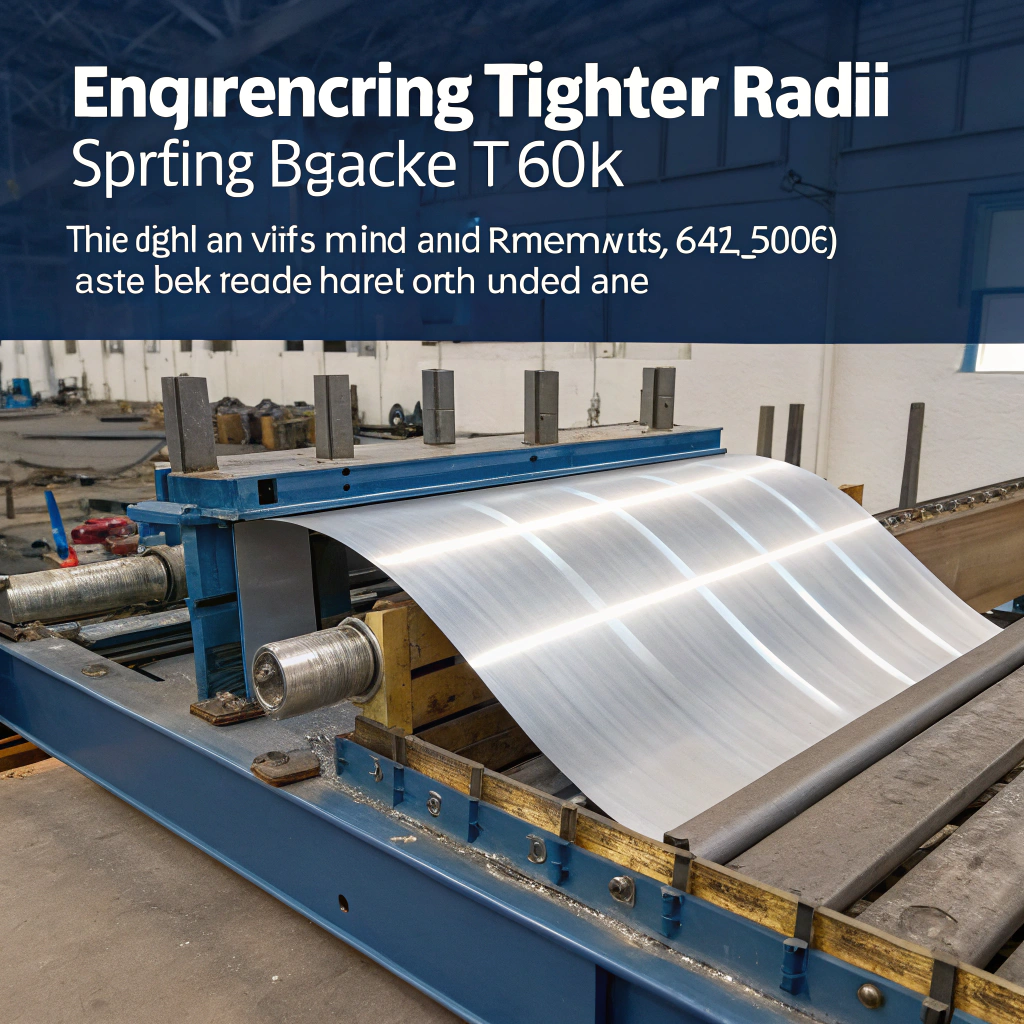
Zum Rundbiegen werden in der Regel Walzbiegemaschinen verwendet. Sie formen ein Rohr zu einer langen, glatten Kurve. Der Radius ist oft viel größer als bei diskreten Biegeverfahren.
Diese Methode ist ideal, wenn Sie einen Voll- oder Teilkreis wünschen - ohne harte Winkel oder gerade Abschnitte.
Rotationszieh- oder Kompressionsbögen hingegen werden verwendet, wenn scharfe Richtungsänderungen erforderlich sind, wie bei Auspuffanlagen oder Treppengeländerecken.
Das Rundbiegen erzeugt kontinuierliche Bögen, während das Rotationszugbiegen präzise Winkel erzeugt.Wahr
Das Rundbiegen ist für Kurven oder Ringe gedacht, während das Rotationsziehen für definierte Winkelbiegungen verwendet wird.
Das Rundbiegen eignet sich am besten für enge Biegungen an dicken Aluminiumrohren.Falsch
Enge Biegungen werden besser durch Rotationsziehen oder Dornbiegen bewältigt, nicht durch Rundbiegen.
Für welche Anwendungen werden kreisförmige Aluminiumrohre gebogen?
Wenn Sie glauben, dass kreisförmige Biegungen nur dem Aussehen dienen, irren Sie sich. Sie sind überall zu finden - in Bauwerken, Geräten und sogar im Verkehr.
Das Biegen kreisförmiger Aluminiumrohre ist für Architektur, Beschilderung, Beleuchtung, Schiffskonstruktionen und industrielle Rohrschleifen unerlässlich.

Hier sind einige der häufigsten Anwendungen:
1. Architektur
- Treppengeländer die einer Wendeltreppe folgen
- Gebogene Fassadenelemente oder Bogenrahmen
- Stützstrukturen für Kuppeln oder Vordächer
Diese Elemente erfordern Bögen mit großem Radius, die eine kontinuierliche Kurve bilden, entweder als Designmerkmal oder als Strukturelement.
2. Beschilderung und Anzeigen
- Runde Schilder oder Displayrahmen
- LED-Lichtringe
- Strukturen der Ausstellung und modulare Systeme
Hier geht es nicht nur um die Form, sondern auch um die Funktion und die visuelle Wirkung der Biegung.
3. Marine und Schifffahrt
- Bootsrelingbesonders um den Bug herum
- Kreisförmige Rahmen für Markisen oder Sonnenschirme
- Deckpiping-Schleifen
Die Korrosionsbeständigkeit von Aluminium macht es perfekt für den Einsatz auf See, und die kreisförmigen Biegungen reduzieren die Fugen und verbessern die Festigkeit.
4. HLK- und Sanitärkreisläufe
- Rohrleitungsschleifen für den Druckausgleich
- Spulen in Heiz- oder Kühlsystemen
- Kreisförmige Verteiler oder Rückwege
Bei diesen Systemen reduziert ein glatter Bogen Turbulenzen und Spannungskonzentrationen.
5. Möbel und Beleuchtung
- Röhrenmöbel wie Stühle und Hocker
- Runde Beleuchtungskörper
- Lampengehäuse oder Wandhalterungen
Das Rundbiegen verleiht Eleganz und Stärke mit weniger Verbindungen.
| Anwendungsbereich | Warum wird das Rundbiegen verwendet? |
|---|---|
| Architektur | Für strukturelle und dekorative Kurven |
| Beschilderung & Displays | Für visuelle Kontinuität und Stärke |
| Marine | Für korrosionsbeständige, fugenlose Schlaufen |
| HLK & Klempnerei | Zur Strömungsoptimierung in Rohrschleifen |
| Beleuchtung & Möbel | Für Ästhetik und Formstabilität |
Das Rundbiegen wird häufig bei Möbeln und Beleuchtungsprodukten verwendet.Wahr
Kreisbögen sorgen für glatte Linien und eliminieren Fugen in modernen Möbeln und Leuchten.
Rundbiegen wird in HLK-Rohrleitungssystemen selten verwendet.Falsch
In vielen HLK-Systemen werden Rundbögen zur Durchflussregelung und für eine kompakte Bauweise verwendet.
Was ist die typische Toleranz beim Rundbiegen?
Wenn Ihr Entwurf genau passen muss - z. B. in einen Ringrahmen - können Sie sich keine schlampigen Biegungen leisten.
Typische Toleranzen beim Rundbiegen von Aluminium reichen von ±0,010 Zoll für den Durchmesser bis zu ±2° für den Bogenwinkel, je nach Größe und Werkzeugausstattung.
Hier finden Sie eine detaillierte Aufschlüsselung der üblichen Toleranzen:
| Merkmal | Toleranz |
|---|---|
| Außendurchmesser (OD) | ±0,010 bis ±0,020 Zoll |
| Wanddicke | ±10% der Nenndicke |
| Biegeradius | ±1% bis ±3% des vorgesehenen Radius |
| Ovalität (Unrundheit) | ≤ 5% von OD ist typisch |
| Bogenwinkel | ±0,5° bis ±2° je nach Größe |
| Mittellinie Länge | ±0,030 bis ±0,060 Zoll |
Beeinflussende Faktoren
Mehrere Faktoren beeinflussen Ihre erreichbaren Toleranzen:
- Rohrdurchmesser und Wandung: Kleinere, dünnere Rohre sind anfälliger für Ovalität oder Faltenbildung
- Biegeradius: Engere Radien erhöhen die Rückfederung und das Fehlerpotenzial
- Material Legierung & Zustand: Weichere Werkstoffe (wie 6063-T4) lassen sich besser biegen als härtere (wie 6061-T6).
- Qualität der Ausrüstung: CNC-Walzenbieger erreichen engere Toleranzen als manuelle Verfahren
- Einrichtung & Werkzeugbau: Maßgeschneiderte Matrizen reduzieren Verzerrungen und verbessern die Genauigkeit
Besprechen Sie diese immer mit Ihrem Verarbeiter. Wenn Sie enge Toleranzen benötigen, seien Sie genau.
±0,020 Zoll ist eine übliche Durchmessertoleranz beim Rundbiegen von Aluminiumrohren.Wahr
Dies ist ein Standardprogramm für mittelgroße Aluminiumrohre.
Sie können ±0,001 Zoll Toleranz beim Rundbiegen ohne CNC-Maschinen erreichen.Falsch
Eine solch enge Toleranz erfordert CNC-Präzision und ideale Bedingungen, die beim manuellen Biegen nicht erreicht werden können.
Wie erhält man die Präzision beim Biegen von runden Rohren?
Präzision beim Biegen ist nicht nur eine Frage der Maschine, sondern auch der Einrichtung, des Materials und des Ausgleichs.
Um die Genauigkeit beim Rundbiegen von Aluminium aufrechtzuerhalten, müssen Sie das richtige Material, die richtigen Dorne oder Stützen, die Ausrichtung der Werkzeuge und die Kompensation der Rückfederung wählen.
Ich werde Ihnen die wichtigsten Faktoren erläutern:
1. Wahl des Materials
Einige Aluminiumsorten lassen sich besser biegen als andere:
| Legierung | Biegbarkeit | Anmerkungen |
|---|---|---|
| 6061-T6 | Messe | Kann reißen, wenn der Radius zu eng ist |
| 6063-T5 | Gut | Häufig in der Architektur verwendet |
| 5052-O | Ausgezeichnet | Sehr dehnbar, verwendet in der Schifffahrt und in der HLK-Technik |
Weichere Legierungen oder Härtegrade sind besser für enge oder runde Biegungen geeignet. Harte Legierungen müssen vor dem Biegen möglicherweise geglüht werden.
2. Radius Entwurf
Verwenden Sie einen nicht zu engen Biegeradius. Ein gängiger Richtwert ist:
- Minimaler Radius = 3× Rohrdurchmesser für sicheres Rundbiegen
- Bei dickeren Wänden: größerer Radius = weniger Verzerrung
Vermeiden Sie Designs mit Radien kleiner als 2×D, es sei denn, Sie verwenden High-End-Geräte mit Dornen.
3. Einrichtung der Werkzeuge
Ihre Biegeausrüstung muss kalibriert sein:
- Rohrdurchmesser und Wandstärke
- Zu bildender Radius
- Anzahl der Durchgänge (beim Walzbiegen)
- Rückfederungskompensation
Bei Verwendung von Rollenbiegern:
- Machen Sie mehrere schrittweise Übergänge
- Überwachen Sie die Entwicklung des Lichtbogens nach jeder
Für rotierende Methoden:
- Passende Stümpfe verwenden
- Anbringen von Klemm- und Abstreifstützen zur Verringerung von Verrutschen und Faltenbildung
4. Rückfederungskompensation
Aluminium ist elastisch - es federt nach dem Biegen zurück.
Um dies auszugleichen:
- Überbiegung leicht (basierend auf früheren Tests)
- Formeln verwenden zur Vorhersage der Rückfederung (oft auf der Grundlage von Elastizitätsmodul und Biegewinkel)
- Probestücke verwenden vor der Produktion
5. Dorn und interne Stützen
Für hohle Rohre, verwenden:
- Steckdorne (einfache Innenabstützung)
- Kugeldorne (für flexible Kurven)
- Dorne in voller Länge (für engere Biegungen)
Spanndorne verhindern:
- Abflachung
- Falten an der Innenseite der Biegung
- Wandausdünnung
6. Qualitätsinspektion
Prüfen Sie die Teile auf:
- Korrekter Radius (Schablonen oder CNC-Messungen verwenden)
- Ovalität und Konsistenz der Wandstärke
- Oberflächenschäden oder Risse
Verwenden Sie Laserscanner oder CMMs für Arbeiten mit engen Toleranzen.
Beim Rundbiegen von Aluminiumrohren ist eine Rückfederungskompensation erforderlich.Wahr
Die Elastizität von Aluminium bedeutet, dass es nach dem Biegen zurückfedert, was eine leichte Überbiegung erfordert.
Die Dorne werden verwendet, um den Radius beim Walzbiegen zu straffen.Falsch
Dorne werden verwendet, um die Innenwand während des Biegens zu stützen, nicht um die Biegungen enger zu machen.
Schlussfolgerung
Das Rundbiegen ist für die Konstruktion von gebogenen Aluminiumrohren unerlässlich. Im Gegensatz zu Winkelbiegungen lassen sich damit glatte, nahtlose Bögen sowohl für strukturelle als auch für dekorative Zwecke herstellen. Mit der richtigen Legierung, den richtigen Werkzeugen und Techniken können Sie eine hervorragende Präzision und Haltbarkeit erreichen - selbst bei komplexen Kurven.



{kind=link}