
Was ist Aluminium-Vakuumlöten?

Das Verbinden von Aluminium ist knifflig. Es bildet schnell Oxidschichten, hat einen niedrigen Schmelzpunkt und reagiert unter Hitze unterschiedlich, was zu schwachen Verbindungen oder verzogenen Bauteilen führt.
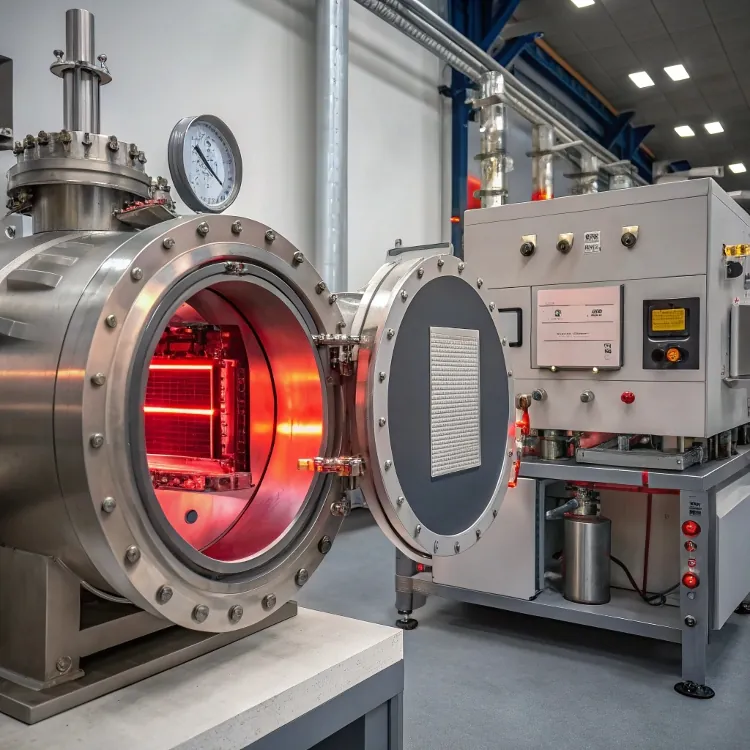
Aluminium-Vakuumlöten ist ein präzises Verfahren zum Verbinden von Aluminiumbauteilen unter Verwendung von Aluminiumlegierungen in einem Vakuumofen, das starke, saubere Verbindungen ohne Oxidation oder Flussmittel gewährleistet.
In diesem Artikel wird untersucht, was Aluminium-Vakuumlöten ist, wie es sich vom Stahllöten unterscheidet, welche Füllstoffe verwendet werden, welche Herausforderungen damit verbunden sind und welche Qualitätskontrollen für den Erfolg wichtig sind.
Was ist Aluminium-Vakuumlöten?
Aluminium ist leicht und stabil, aber es oxidiert schnell und hat einen engen Schmelzbereich. Dies macht herkömmliche Lötverfahren schwierig.
Aluminium-Vakuumlöten ist ein flussmittelfreies Hochvakuum-Fügeverfahren, bei dem Aluminiumteile unter Verwendung von Aluminium-Silizium-Legierungen in einer kontrollierten, sauerstofffreien Umgebung verbunden werden.

Die wichtigsten Fakten zum Aluminium-Vakuumlöten
Dieses Verfahren arbeitet bei niedrigeren Temperaturen als das Stahlhartlöten. Es kommt ohne Flussmittel aus, um Verunreinigungen zu vermeiden. Und es nutzt präzise thermische Zyklen zum Schutz des Grundmetalls.
| Parameter | Aluminium-Vakuumlöten |
|---|---|
| Typischer Temperaturbereich | 570-610°C |
| Füllstoff-Legierungen | Aluminium-Silizium (z. B. Al-12Si) |
| Atmosphäre | Hochvakuum (<10?? Torr) |
| Anwendungen | Wärmetauscher, Batteriekästen, Heizkörper |
Aluminium-Vakuumlöten ist in der Automobil-, Elektronik- und Luft- und Raumfahrtindustrie weit verbreitet - vor allem dort, wo saubere Verbindungen und thermische Leistung entscheidend sind.
Beim Vakuumlöten von Aluminium werden Flussmittel verwendet, um Oxide während des Erhitzungsprozesses zu entfernen.Falsch
Es wird kein Flussmittel verwendet; das Vakuum entzieht den Sauerstoff und verhindert die Oxidation.
Aluminium-Vakuumlöten ist aufgrund der niedrigeren Prozesstemperaturen ideal für wärmeempfindliche Baugruppen.Wahr
Bei diesem Verfahren werden niedrigere Temperaturen als beim Hartlöten von Stahl verwendet, so dass es sich für empfindliche Teile eignet.
Wie unterscheidet sich das Vakuumlöten von Aluminium vom Vakuumlöten von Stahl?
Man geht oft davon aus, dass die Lötmethoden für alle Metalle gleich sind, aber Aluminium und Stahl verhalten sich beim Erhitzen sehr unterschiedlich.
Das Aluminium-Vakuumlöten arbeitet mit niedrigeren Temperaturen, verwendet andere Lotlegierungen und erfordert eine strengere thermische Kontrolle als das Stahllöten, um Schmelzen oder Verformung zu vermeiden.

Vergleich zwischen Aluminium- und Stahlhartlöten
Schauen wir uns die wichtigsten Unterschiede an:
| Faktor | Aluminium Hartlöten | Hartlöten von Stahl |
|---|---|---|
| Grundmetall Schmelzpunkt | ~660°C | ~1400°C |
| Löttemperatur | 570-610°C | 950-1200°C |
| Füllstoff-Legierung | Al-Si (Al-12Si, Al-7Si) | Ni oder Ag-basiert |
| Oxid-Entfernung | Nur Vakuum | Normalerweise kein Flussmittel oder Vorreinigung |
| Verhalten der Oxidschicht | Bildet sich schnell, schwer zu entfernen | Formt sich langsamer, lässt sich leichter entfernen |
| Empfindlichkeit gegenüber Überhitzung | Sehr hoch | Mäßig |
Aluminium muss sehr genau erhitzt werden. Schon wenige Grad über seinem Schmelzpunkt können das Teil zerstören. Stahl verzeiht mehr Wärme, so dass das Löten von Stahl etwas leichter zu kontrollieren ist.
Beim Vakuumlöten von Stahl sind in der Regel niedrigere Temperaturen erforderlich als beim Löten von Aluminium.Falsch
Beim Hartlöten von Stahl werden im Vergleich zu Aluminium viel höhere Temperaturen verwendet.
Aluminium ist beim Vakuumlöten empfindlicher gegen Überhitzung als Stahl.Wahr
Aluminium schmilzt leicht, daher ist eine strenge Temperaturkontrolle unerlässlich.
Welche Schweißzusatzwerkstoffe werden beim Aluminium-Vakuumlöten verwendet?
Nicht alle Schweißzusatzwerkstoffe eignen sich für Aluminium. Einige sind zu reaktiv, während andere die Oberfläche nicht richtig benetzen.
Beim Aluminium-Vakuumlöten werden Aluminium-Silizium-Legierungen verwendet, in der Regel mit 7-12% Silizium, um den Schmelzpunkt zu senken und die Benetzung des Grundmetalls Aluminium zu verbessern.

Gängige Füllstoffe und ihre Eigenschaften
| Füllstoff-Legierung | Zusammensetzung | Löttemperatur (°C) | Kommentare |
|---|---|---|---|
| Al-12Si | 88% Al, 12% Si | ~577°C | Am häufigsten, gute Fließfähigkeit |
| Al-7Si | 93% Al, 7% Si | ~615°C | Höherer Schmelzbereich, bessere Festigkeit |
| Al-Cu | Al mit Cu | ~548-593°C | Weniger häufig, in Nischenfällen verwendet |
Silizium senkt den Schmelzpunkt von Aluminium, so dass es möglich ist, unterhalb des Schmelzpunkts des Basisaluminiums zu löten. Dies ist entscheidend, da Aluminium einen engen Solidus-Liquidus-Bereich hat.
Der Füllstoff wird in der Regel als Folie, Paste oder plattierte Schicht auf das Grundmaterial aufgebracht.
Aluminium-Silizium-Legierungen werden beim Aluminium-Vakuumlöten aufgrund ihrer niedrigen Schmelzpunkte bevorzugt.Wahr
Silizium senkt die Schmelztemperatur und verbessert den Fluss, ohne das Grundmetall zu schmelzen.
Füllstoffe auf Kupferbasis werden üblicherweise beim Vakuumlöten von Aluminium verwendet.Falsch
Füllstoffe auf Kupferbasis sind wegen der schlechten Benetzung nicht für das Aluminium-Vakuumlöten geeignet.
Welche Herausforderungen gibt es beim Aluminium-Vakuumlöten?
Die Verarbeitung von Aluminium mag einfach aussehen, aber das Vakuumlöten bringt einzigartige Herausforderungen mit sich, die sorgfältig gelöst werden müssen.
Zu den größten Herausforderungen beim Aluminium-Vakuumlöten gehören die Oxidbildung, der enge Schmelzbereich, die Kontrolle des Fügespalts und die Temperaturempfindlichkeit, die alle eine strenge Prozessdisziplin erfordern.
Spezifische zu bewältigende Probleme
Im Folgenden werden die wichtigsten Schwierigkeiten und ihre Auswirkungen auf den Prozess erläutert:
| Herausforderung | Beschreibung | Risiko |
|---|---|---|
| Oxidschicht | Bildet sich sofort auf exponiertem Aluminium | Verhindert Benetzung und Füllstofffluss |
| Temperatur-Empfindlichkeit | Schmelzpunkt nahe der Löttemperatur | Kann überhitzen und das Teil verformen |
| Fugenspalt-Empfindlichkeit | Muss engmaschig kontrolliert werden (~0,05-0,2 mm) | Zu breit = Lücken, zu eng = schlechter Fluss |
| Schlechte Füllstoffverteilung | Ungleichmäßige Verteilung führt zu schwachen Gelenken | Verursacht Risse, Lecks |
| Thermische Ausdehnung Fehlanpassung | Teile dehnen sich unterschiedlich aus | Kann sich beim Abkühlen verstellen oder reißen |
Um diese Probleme zu vermeiden, muss bei der Konstruktion der Teile, der Auswahl der Füllstoffe, der Reinigung und der Programmierung des Vakuumofens besonders sorgfältig vorgegangen werden.
Aluminiumoxidfilme lösen sich beim Vakuumlöten leicht auf.Falsch
Aluminiumoxide sind stabil und müssen im Vakuum oder chemisch entfernt werden - sie lösen sich nicht leicht auf.
Die Kontrolle der Spaltgröße ist beim Aluminium-Vakuumlöten von entscheidender Bedeutung.Wahr
Wenn der Spalt zu groß oder zu klein ist, fließt die Spachtelmasse nicht richtig und schwächt die Verbindung.
Welche Qualitätskontrollen sind beim Aluminium-Vakuumlöten unerlässlich?
Qualität beim Aluminiumlöten kommt nicht von ungefähr. Kleine Prozessabweichungen können zu großen Fehlern führen.
Zu den wichtigen Qualitätskontrollen gehören die Oberflächenvorbereitung, die Temperaturprofilierung, die Spaltkontrolle und die Inspektion nach dem Lötvorgang, um die Integrität der Verbindung und gleichbleibende Ergebnisse zu gewährleisten.
Maßnahmen zur Qualitätskontrolle beim Löten von Aluminium
| Kontrolle Schritt | Beschreibung | Zweck |
|---|---|---|
| Vorreinigung | Entfettung, Bürsten, chemisches Ätzen | Oxid und Verunreinigungen entfernen |
| Befestigung und Montage | Beibehaltung enger, gleichmäßiger Fugenabstände | Verhinderung von Verzerrungen und Bewegungen |
| Temperatur-Profilierung | Verwendung von Thermoelementen, Sensoren und Rampenkurven | Vermeidung von Überhitzung und Gewährleistung der Gleichmäßigkeit |
| Überwachung des Vakuumgrades | Muss unter dem kritischen Torr-Wert bleiben | Oxidation vorbeugen |
| Visuelle und Röntgeninspektion | Auf Hohlräume, Risse und schlechte Füllung prüfen | Interne Defekte erkennen |
Einige Hersteller verwenden auch Helium-Lecktests, mechanische Zugtests und metallographische Querschnittsanalysen, um die Festigkeit der Verbindungen zu überprüfen.
Für die Qualitätskontrolle beim Aluminium-Vakuumlöten reicht eine Sichtprüfung aus.Falsch
Viele Defekte sind intern; oft sind Röntgen- oder andere NDT-Methoden erforderlich.
Die Aufrechterhaltung eines gleichmäßigen Temperaturprofils beim Aluminiumlöten gewährleistet einen gleichmäßigen Lotfluss und eine gleichmäßige Verbindungsfestigkeit.Wahr
Eine gleichmäßige Erwärmung ist entscheidend, um vollständige und gleichmäßige Verbindungen zu erzielen.
Schlussfolgerung
Das Aluminium-Vakuumlöten ist ein leistungsfähiges Verfahren für saubere, feste und zuverlässige Verbindungen - insbesondere für leichte und leistungsstarke Baugruppen. Das Verfahren ist zwar empfindlicher als das Stahllöten, bietet aber bei strenger Kontrolle außergewöhnliche Ergebnisse.




{kind=link}