
Kann der Kühlkörper mit einer Toleranz von ±0,1 mm bearbeitet werden?

Hatten Sie jemals einen Kühlkörper, der einfach fast passen, aber nicht ganz? Toleranzen sind wichtig - sehr wichtig. Bei manchen Konstruktionen kann schon eine Abweichung von 0,2 mm den Kontakt oder die Blockmontage ruinieren.
Ja, die meisten Aluminiumkühlkörper können mit Standard-CNC-Verfahren mit einer Toleranz von ±0,1 mm bearbeitet werden, insbesondere bei kritischen Oberflächen.
Lassen Sie uns näher darauf eingehen, was dies wirklich bedeutet, wie es gemacht wird und wo die Grenzen bei der Arbeit mit Aluminiumkühlkörpern liegen.
Welche Verfahren gewährleisten eine enge Bearbeitungstoleranz bei Kühlkörpern?
Bei der Bearbeitung mit engen Toleranzen geht es nicht nur um das Schneidwerkzeug. Es geht um die gesamte Kette - von der Materialvorbereitung bis zur Endkontrolle.
Die Bearbeitung von Kühlkörpern mit engen Toleranzen erfordert CNC-Fräsen, Präzisionsvorrichtungen, kontrollierte Umgebungen und eine mehrstufige Kalibrierung.

Im Folgenden werden die wichtigsten Schritte und Technologien beschrieben:
Präzisionsbearbeitungsmethoden
| Prozess | Toleranzbereich | Anmeldung |
|---|---|---|
| CNC-Fräsen | ±0,05-0,10 mm | Die meisten ebenen und strukturellen Oberflächen |
| Drahterodieren | ±0,01-0,05 mm | Selten bei Kühlkörpern; komplexe Profile |
| Flachschleifen | ±0,01-0,03 mm | Ebenheitskritische Grundlagen |
| Diamant-Drehen | ±0,005 mm | Optische oder ultraflache Oberflächen |
Unterstützende Techniken
- Hochwertige Armaturen verhindern Vibrationen und Verschiebungen.
- Kontrolle des Kühlmittels hält die thermische Stabilität aufrecht.
- Mehrachsige CNCs ermöglichen ein besseres Management von Winkel- und Kombinationstoleranzen.
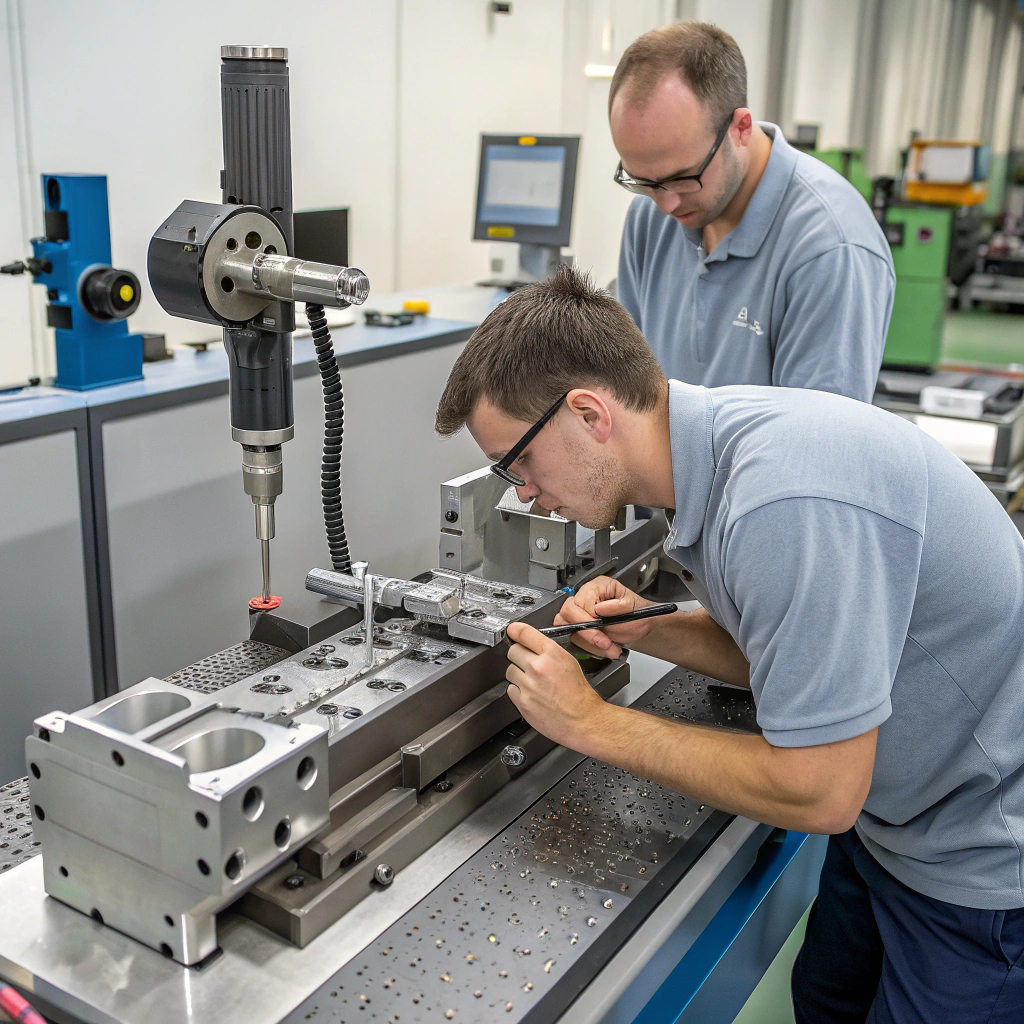
Wir haben einmal eine Charge kundenspezifischer CPU-Kühlkörper geliefert, bei denen der Montagesockel über 80 mm eine Ebenheit von ±0,05 mm aufweisen musste. Es bedurfte einer dreifachen Prüfung mit Oberflächenschleifen und CMM-Verifizierung, aber das Endergebnis war eine perfekte Passform und ein 20% niedrigerer Kontaktwiderstand.
Mit der CNC-Bearbeitung kann bei Kühlkörpern unter kontrollierten Bedingungen eine Toleranz von ±0,1 mm erreicht werden.Wahr
Standard-3-Achsen- und 5-Achsen-CNCs sind zu solchen Toleranzen in der Lage.
Die Oberflächen der Kühlkörper können nicht mit einer Toleranz von mehr als ±1,0 mm bearbeitet werden.Falsch
Moderne CNC-Maschinen erreichen viel engere Toleranzen als das.
Ist eine Toleranz von ±0,1 mm bei großen Profilen praktikabel?
Je größer das Teil ist, desto schwieriger ist es, enge Toleranzen einzuhalten. Verzug, Vibration und Werkzeugdrift spielen eine immer größere Rolle.
Ja, eine Toleranz von ±0,1 mm ist bei großen Profilen möglich, aber dies erfordert eine mehrstufige Bearbeitung, eine sorgfältige Befestigung und eine Kontrolle nach der Bearbeitung.
Was große Teile zu einer Herausforderung macht
| Faktor | Problem |
|---|---|
| Länge | Mehr thermische Ausdehnung |
| Ebenheit | Schwer, die Basis gleichmäßig zu halten |
| Steifigkeit | Höheres Risiko von Ratterern oder Ablenkung |
| Klemmen | Kann zu innerem Stress führen |
Lösungen
- Lange Teile für die Bearbeitung in Segmente aufteilen
- Verwenden Sie Bezugskanten und Bezugspunktausrichtung
- Bearbeitung von beiden Seiten mit Präzisionsvorrichtungen
- Teile zulassen ausruhen/stabilisieren vor der Fertigstellung
- Kontrolle während des Prozesses mit CMM oder Messuhren
Wir arbeiteten an einem 500 mm breiten Kühlkörper für industrielle LED-Arrays. Die Einhaltung einer Ebenheit von ±0,1 mm über die gesamte Grundfläche erforderte drei Arbeitsgänge, einschließlich thermischer Ruhephasen und Läppen der Oberfläche.
Mit den richtigen Verfahren lassen sich selbst bei großen Kühlkörperprofilen enge Toleranzen erzielen.Wahr
Die richtige Einstellung der Maschine, die thermische Kontrolle und das richtige Spannzeug machen dies möglich.
Große Kühlkörper können aufgrund ihrer Größe niemals enge Toleranzen einhalten.Falsch
Es ist schwierig, aber bei sorgfältiger Bearbeitung nicht unmöglich.
Welche Werkzeuge werden zur Überprüfung der Toleranzen von Kühlkörpern verwendet?
Die Messung enger Toleranzen ist ebenso wichtig wie deren Herstellung. Wenn man ±0,1 mm nicht nachweisen kann, kann man sie nicht beanspruchen.
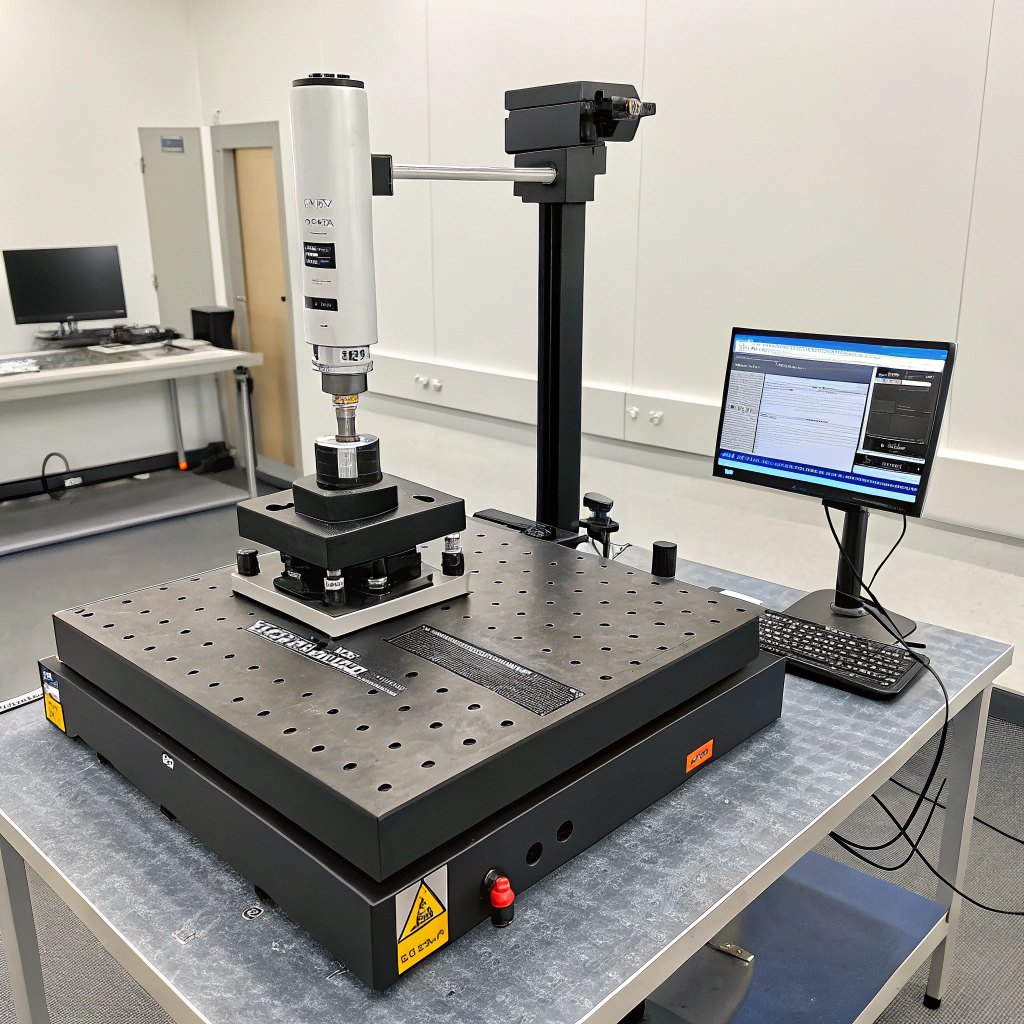
Die Toleranzen der Kühlkörper werden mit Hilfe von Messschiebern, Mikrometern, Höhenmessgeräten, Koordinatenmessgeräten (CMM) und Werkzeugen für die Oberflächenebenheit überprüft.
Tools und ihre Anwendungsfälle
| Werkzeug | Genauigkeit | Anmeldung |
|---|---|---|
| Messschieber | ±0,02 mm | Länge, Breite, Schlitzabmessungen |
| Bügelmessgeräte | ±0,01 mm | Kleine Dicken oder Stufenhöhen |
| Höhenmessgeräte | ±0,01 mm | Tiefen- und Profilstufenunterschiede |
| Messuhr | ±0,001 mm | Rundlauf oder Ebenheit |
| CMM (3D) | ±0,001-0,005 mm | Hochwertiges dimensionales Mapping |
| Oberflächenplatte + Endmaß | ±0,002 mm | Ebenheitskontrollen der Grundflächen |
Wir verwenden Oberflächenplatten aus Granit in Kombination mit Höhenmessgeräten, um große Strangpressprofile auf Verformungen zu prüfen. Bei engen Hohlräumen verlassen wir uns auf ein Mitutoyo CMM für die 3D-Abbildung.
Koordinatenmessgeräte (KMG) werden eingesetzt, um die engen Toleranzen bei Kühlkörpern zu überprüfen.Wahr
Sie liefern präzise 3D-Messungen mit einer Genauigkeit im Mikrometerbereich.
Lineale und Maßbänder reichen aus, um die Toleranz von ±0,1 mm zu überprüfen.Falsch
Dieses Maß an Toleranz erfordert spezielle Präzisionsinstrumente.
Wie kontrollieren Sie die Qualität mit einer Präzision im Mikrometerbereich?
Selbst kleine Fehler bei der Produktion können enge Toleranzen zunichte machen. Qualitätskontrolle im Mikromaßstab bedeutet volle Prozessdisziplin.
Die Qualität im Mikrometerbereich wird durch kalibrierte Maschinen, stabile Umgebungen und mehrstufige Prüfungen sichergestellt.
Qualitätssicherungs-Workflow
-
Materialkontrolle
Wir prüfen die Abmessungen und die Härte des eingehenden Materials. -
Kalibrierung der Werkzeuge
Alle CNC- und Prüfwerkzeuge werden monatlich kalibriert. -
Thermisches Management
Die Bearbeitung erfolgt in temperaturkontrollierten Räumen. -
Laufende Kontrollen
Die Bediener prüfen die Maße nach dem Schruppen und vor dem Schlichten. -
Endkontrolle
Jede Charge durchläuft eine QS-Checkliste mit Mikrometern und CMM. -
Dokumentation
Wir protokollieren jede Messung zur Rückverfolgbarkeit.
Tabelle zur Qualitätskontrolle von Proben
| Schritt | Inspektionswerkzeug | Frequenz | Kriterien für das Bestehen |
|---|---|---|---|
| Ebenheit des Bodens | Messuhr auf Granit | Alle 10 Stück | ≤0,08 mm |
| Befestigungslöcher | Höhenmesser | 100% | ±0,05 mm |
| Oberflächengüte | Visuell + Testkarte | Zufällig | Ra ≤ 1,6 µm |
| Dicke des Profils | Mikrometer | 100% | ±0,1 mm |
Bei der Herstellung von Kühlkörpern für einen japanischen EV-Hersteller mussten wir einen Lochabstand von ±0,03 mm über eine Länge von 250 mm einhalten. Das erforderte eine automatische Überprüfung alle 5 Teile und Korrekturroutinen im CNC-Programm.
Die Einhaltung von Toleranzen im Mikrometerbereich erfordert eine Kalibrierung der Werkzeuge, stabile Umgebungen und eine Prüfung während des Prozesses.Wahr
Alle Phasen der Bearbeitung und Qualitätskontrolle müssen streng kontrolliert werden.
Toleranzen im Mikrometerbereich können ohne regelmäßige Inspektion oder Umgebungskontrolle eingehalten werden.Falsch
Selbst kleine thermische oder Werkzeugfehler können diese Präzision zunichte machen.
Schlussfolgerung
Die Bearbeitung von Aluminiumkühlkörpern mit engen Toleranzen ist durchaus machbar - sogar bis zu ±0,1 mm oder besser. Dazu sind jedoch die richtigen Werkzeuge, qualifizierte Mitarbeiter und eine strenge Kontrolle bei jedem Schritt erforderlich. Fragen Sie Ihren Hersteller, was er garantieren kann und wie er es misst.


{kind=link}