
Чи потрібні стандарти перевірки якості радіаторів?
Якось у мене був проект, де на папері все виглядало добре, але радіатори вийшли з ладу раніше терміну. Після цього я став набагато серйозніше ставитися до стандартів перевірки. Це все змінило.
Якісна перевірка радіаторів повинна охоплювати розміри, матеріали, обробку та продуктивність, щоб вони працювали належним чином і довго служили в реальних умовах.
У цій статті я розповім про те, які перевірки забезпечують якість радіаторів, як виробники перевіряють точність конструкції, які стандарти застосовуються і чи є теплові випробування обов'язковими.
Які перевірки забезпечують якість радіаторів?
Уявіть, що ви поставили тисячі радіаторів, а потім почули, що деталі не підходять або занадто швидко кородують. Цього болю можна уникнути за допомогою правильного процесу перевірки.
Ефективна перевірка радіатора включає перевірку матеріалів, контроль розмірів, перевірку якості поверхні, а іноді й перевірку теплових характеристик - на різних етапах виробництва.

Коли я керую замовленням на виробництво радіаторів, я проходжу багаторівневу процедуру перевірки від початку до кінця. Ось як я це розбиваю:
Крок 1: Перевірка матеріалів
Перший крок - перевірка вхідного алюмінієвого сплаву. Якщо клієнт просив 6063-T5, а партія була виготовлена з 6005, механічні та термічні властивості не збігатимуться. Тому я переглядаю сертифікат на матеріал, іноді ми тестуємо твердість або перевіряємо хімічний склад.
Крок 2: Перша перевірка статті (FAI)
Перед серійним виробництвом ми проводимо повне вимірювання зразка деталі. Ми вимірюємо довжину, висоту ребер, відстань між ними, площинність основи, розташування отворів і якість обробки. Цей крок дає нам точку відліку для подальшого виробництва.
Крок 3: Перевірка в процесі роботи
Під час екструзії, різання або механічної обробки деталей ми періодично вимірюємо певні характеристики, наприклад, розміри ребер, вирівнювання отворів і площинність основи. Для поверхні ми перевіряємо наявність подряпин, проблем з кольором анодування або будь-яких ознак задирок.
Крок 4: Фінальна перевірка
Перед пакуванням ми перевіряємо відібрані зразки або навіть 100% із замовлення, залежно від вимог замовника. Ми ще раз перевіряємо розміри, переконуємося, що покриття відповідає очікуваній товщині, і перевіряємо механічні деталі, такі як різьбові отвори або пази.
Крок 5: Тестова документація
Ми готуємо інспекційні звіти з результатами. Вони включають дані вимірювань, номери партій, використані інспекційні інструменти, а іноді й фотографії. Це створює слід підзвітності та допомагає відстежити будь-яку майбутню проблему з якістю до її джерела.
Таблиця: Короткий опис етапів інспекції
| Етап | Мета | Ключові перевірки |
|---|---|---|
| Матеріал | Переконайтеся в правильності сплаву | Сертифікат, твердість, хімія |
| Перша стаття | Підтвердити базову лінію | Повний набір розмірів, поверхня |
| У процесі | Контролюйте виробництво | Точкові перевірки, візуальні, площинність |
| Фінал | Підтвердити відправлення | Зразок/100%, фінішна обробка, припасування |
| Документація | Забезпечити простежуваність | Звіти, фотографії, серіали |
Перевірка вхідного матеріалу - важливий етап контролю алюмінієвих радіаторівПравда.
Якщо використовується неправильний сплав або невідповідний матеріал, подальша обробка і розміри не можуть повністю компенсувати це; перевірка матеріалу має фундаментальне значення.
Щоб гарантувати якість радіатора, достатньо виконати лише остаточний візуальний оглядНеправда.
Фінальна візуальна перевірка не може виявити відхилення розмірів, невідповідність матеріалів або проблеми з експлуатаційними характеристиками; необхідна багатоетапна перевірка.
Як виробники перевіряють точність конструкції?
Виробники комплектуючих дбають про одне: деталі повинні підходити, монтуватися і функціонувати точно так, як очікується. Навіть невеликі похибки в площині або розташуванні отворів можуть зіпсувати конструкцію.
Виробники перевіряють точність радіаторів, вимірюючи ключові розміри, площинність, вирівнювання отворів, а також використовуючи такі інструменти, як штангенциркулі, калібри, КВМ, а іноді і 3D-сканування.
Коли я постачаю радіатори великим клієнтам, вони часто надсилають контрольний список або креслення з допусками. Ось як ми на це реагуємо:
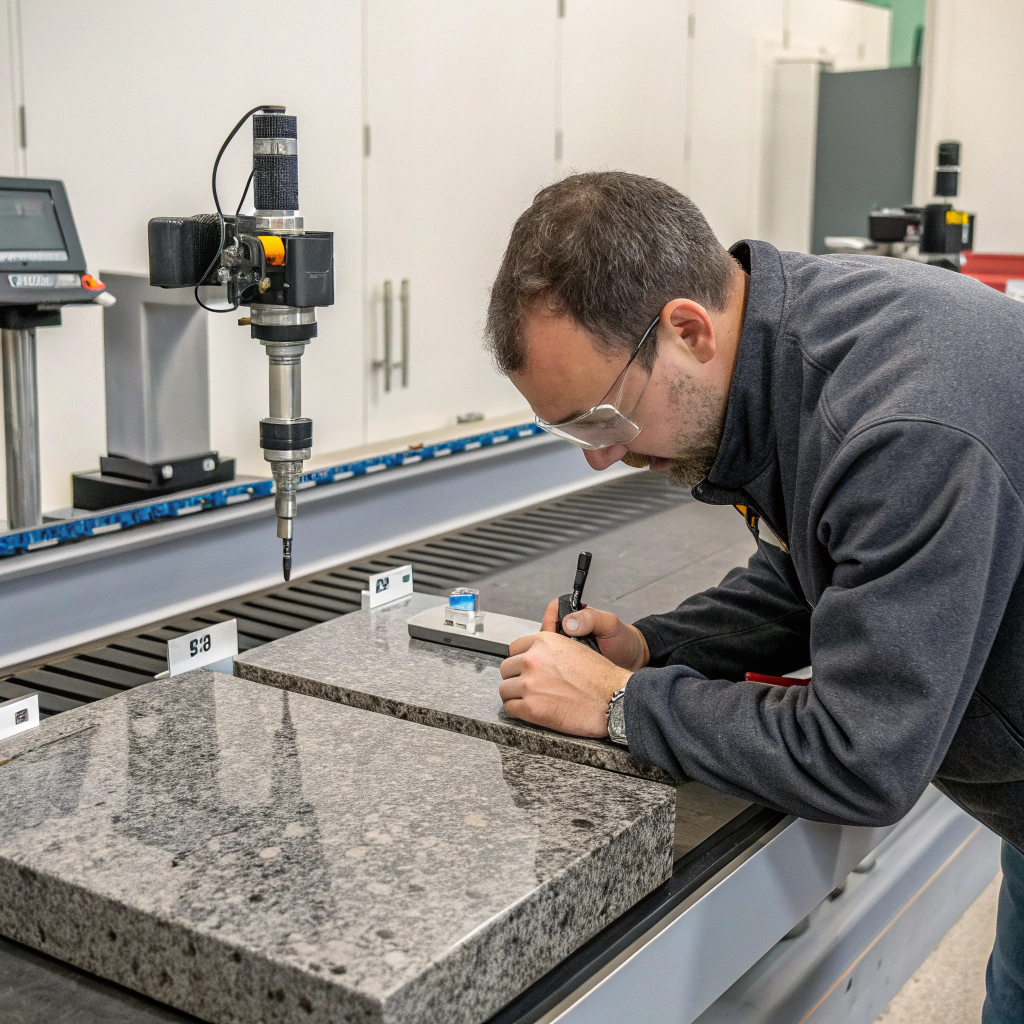
Площинність основи
Це має більше значення, ніж багато хто думає. Якщо основа недостатньо плоска, тепловий контакт з компонентом буде поганим, і охолодження погіршиться. Ми перевіряємо площинність за допомогою гранітної плити та щупів. Для жорстких специфікацій ми використовуємо лазерні інструменти.
Геометрія плавника
Ребра повинні бути прямими, рівномірно розташованими та узгодженими. Якщо вони згинаються або зміщуються, потік повітря порушується. Ми перевіряємо висоту, відстань і товщину ребер у кількох точках. Ми використовуємо вимірювальні прилади або візуальні шаблони.
Розташування та розмір отворів
Виробники комплектного обладнання часто кріплять радіатори гвинтами або штифтами. Якщо положення отворів відрізняється навіть на 0,2 мм, деталь не буде вирівняна. Щоб перевірити це, ми використовуємо мікрометри, штифтові датчики та координатно-вимірювальні машини (КВМ).
Монтажні інтерфейси
Пази, фланці та фрезеровані кишені повинні відповідати відповідним деталям. Виробники часто тестують партію, фізично встановлюючи її на джиг або макет, щоб виявити неспівпадіння.
3D-сканування
Деякі виробники віддають перевагу цифровому 3D-скануванню великих і складних деталей. Ці скани порівнюють реальну деталь з 3D-моделлю і показують відхилення в мікронах.
Відхилення відстані між ребрами в радіаторі не впливає на його теплові характеристикиНеправда.
Відстань між ребрами впливає на повітряний потік і тепловий опір; відхилення можуть погіршити ефективність охолодження.
Рівна поверхня основи важлива для забезпечення хорошого теплового контакту між радіатором і компонентомПравда.
Без плоскої основи тепловий інтерфейс може мати зазори або нерівномірний контакт, що знижує ефективність теплопередачі.
Які стандарти застосовуються до промислових радіаторів?
Клієнти часто запитують, яких стандартів ми дотримуємося. Хоча не існує єдиного стандарту “сертифікації радіаторів”, ми керуємося кількома світовими стандартами, які визначають наш підхід до контролю та якості.
Інспекція промислових радіаторів включає в себе такі стандарти, як ISO 9001 для систем якості, ISO 2768 для допусків, а іноді і специфікації MIL для анодування або довговічності.

Ось основні стандарти, які ми застосовуємо або на які посилаємося при виготовленні та перевірці радіаторів:
ISO 9001
Це найпоширеніший стандарт системи якості. Він вимагає, щоб процеси були задокументовані, відстежувалися та постійно вдосконалювалися. Більшість виробників обладнання хочуть, щоб їхні постачальники були сертифіковані за стандартом ISO 9001.
ISO 2768
Цей стандарт визначає загальні допуски для лінійних і кутових розмірів. Якщо клієнт не вказав на кресленні спеціальні допуски, ми дотримуємося стандарту ISO 2768-m (середній) за замовчуванням.
Обробка поверхні
Якщо ми анодуємо радіатори, ми можемо посилатися на військовий стандарт MIL-A-8625 або використовувати специфікації замовника. Це забезпечує контроль товщини, твердості та кольору покриття.
Екологічна стійкість
Деякі радіатори використовуються в складних умовах, наприклад, у вуличних боксах, сонячних панелях або морському обладнанні. За потреби ми можемо провести випробування за допомогою температурного циклу або сольового розпилення на основі процедур ISO або MIL.
Документація та звітність
Іноді клієнти запитують PPAP (Процес затвердження виробничої частини) або FAIR (Звіт про перевірку першого виробу). Ми ведемо протоколи перевірок, журнали вимірювань і сертифікати на анодування або сировину.
Таблиця: Загальні стандарти та використання
| Стандартний | Сфера застосування | Використання в радіаторах |
|---|---|---|
| ISO 9001 | Управління якістю | Система управління якістю постачальника |
| ISO 2768 | Допуск на розмір | За замовчуванням, якщо не вказано |
| MIL-A-8625 | Специфікація анодування | Товщина та тип покриття |
| ISO 9227 | Випробування сольовим розпилювачем | Стійкість до корозії |
| ISO/IEC 17025 | Компетентність лабораторії | Для сторонніх випробувальних лабораторій |
ISO 2768 можна використовувати для визначення загальних допусків для екструзійних і механічно оброблених алюмінієвих радіаторівПравда.
ISO 2768 охоплює загальні допуски на лінійні та кутові розміри і є основним стандартом для таких деталей у промисловості.
Існує єдиний уніфікований стандарт, який охоплює всі вимоги до перевірки та теплових випробувань радіаторівНеправда.
Різні стандарти охоплюють різні аспекти (система якості, геометрія, обробка, навколишнє середовище, теплові випробування), але не існує єдиного уніфікованого стандарту для перевірки всіх радіаторів.
Чи є термічні випробування обов'язковими для сертифікації?
Часто виникає питання: чи потрібно проводити термічні випробування кожної партії радіаторів? Відповідь залежить від ризику вашої продукції та вимог замовника.
Термічні випробування не завжди потрібні, але коли термічний опір є критичним або визначений замовником, вони стають необхідними для перевірки продуктивності.
Коли тестування є обов'язковим
Деякі галузі, як-от світлодіодне освітлення, силова електроніка чи аерокосмічна промисловість, вимагають суворих перевірок продуктивності. Якщо в технічних характеристиках вказано, що “тепловий опір повинен бути менше 1,5 кВт/Вт при швидкості повітряного потоку 1 м/с”, ви повинні провести випробування, щоб довести це.
Зазвичай ми встановлюємо випробувальні стенди, які імітують потік повітря, температуру навколишнього середовища та електричне навантаження. Потім ми вимірюємо підвищення температури на основі і розраховуємо опір.
Коли його можна пропустити
Якщо конструкція тепловідводу проста і перевірена раніше, і немає специфікацій, що вимагають високих теплових результатів, ми можемо пропустити тест. Деякі клієнти не проти використовувати симуляцію або попередні дані в якості еталонних, особливо якщо додаток малопотужний або добре охолоджується.
Перша партія проти кожної наступної
Поширеним компромісом є термічне тестування першої партії виробів, а потім пропуск наступних партій, якщо нічого не зміниться. Якщо виробничий процес або джерело матеріалу змінюється, тестування відновлюється.
Я пропоную
Якщо деталь є критично важливою для охолодження електроніки, завжди визначайте теплову ціль і тестуйте її принаймні один раз. Документуйте все: швидкість повітряного потоку, енергетичне навантаження, точки налаштування та вимірювання.
Кожен алюмінієвий радіатор повинен пройти повне випробування на термостійкість перед відправкоюНеправда.
Хоча в ідеалі багато тепловідводів для доброякісних умов відвантажуються без повних теплових випробувань; ця вимога залежить від специфікації та ризику.
Термічні випробування стають обов'язковими, коли специфікація замовника визначає значення термічного опору, а застосування є критично важливимПравда.
Коли продуктивність і надійність мають вирішальне значення, для перевірки термостійкості та продуктивності необхідно провести термічні випробування.
Висновок
Щоб зробити надійні радіатори, я завжди дотримуюся багатоступеневих перевірок: починаю з хорошого матеріалу, контролюю розміри, перевіряю обробку і проводжу випробування, коли це необхідно. Стандарти, такі як ISO 9001, ISO 2768 та специфікації MIL, допомагають підтримувати якість на належному рівні. Коли важливі теплові характеристики, я рекомендую проводити тестування принаймні один раз. Такі звички заощаджують час, зменшують ризики та будують міцну довіру з клієнтами.




{kind=link}