
Требуются стандарты проверки качества радиатора?
Однажды у меня был проект, в котором на бумаге все выглядело хорошо, но радиаторы вышли из строя раньше времени. После этого я стал гораздо серьезнее относиться к стандартам проверки. Это все изменило.
Качественный контроль качества радиаторов должен охватывать размеры, материалы, отделку и эксплуатационные характеристики, чтобы они работали правильно и служили долго в реальных условиях.
В этой статье я расскажу о том, какие проверки обеспечивают качество радиатора, как OEM-производители проверяют точность конструкции, какие стандарты применяются и обязательны ли тепловые испытания.
Какие проверки гарантируют качество радиатора?
Представьте, что вы поставляете тысячи радиаторов, а потом слышите в ответ, что детали не подходят или слишком быстро ржавеют. Этой боли можно избежать с помощью правильного процесса проверки.
Эффективный контроль радиатора включает в себя проверку материалов, контроль размеров, испытания поверхности, а иногда и проверку тепловых характеристик - на нескольких этапах производства.

Когда я выполняю заказ на производство радиатора, я следую многоуровневой процедуре проверки от начала и до конца. Вот как я это делаю:
Шаг 1: Проверка материала
Первый шаг - проверка входящего алюминиевого сплава. Если заказчик попросил 6063-T5, а партия была изготовлена из 6005, механические и термические свойства не будут совпадать. Поэтому я изучаю сертификат на материал, иногда мы проверяем твердость или химический состав.
Шаг 2: проверка первого изделия (FAI)
Перед массовым производством мы проводим полное измерение образца. Мы измеряем длину, высоту ребер, расстояние между ними, плоскостность основания, расположение отверстий и качество отделки. Этот шаг дает нам точку отсчета для остальной части производства.
Шаг 3: Проверки в процессе работы
Во время экструзии, резки или механической обработки деталей мы измеряем определенные характеристики с определенными интервалами, например размеры ребер, выравнивание отверстий и плоскостность основания. На поверхности мы проверяем наличие царапин, цвета анодирования или любых признаков заусенцев.
Шаг 4: Окончательная проверка
Перед упаковкой мы проверяем отобранные образцы или даже 100% заказа, в зависимости от требований заказчика. Мы снова проверяем размеры, убеждаемся, что покрытия соответствуют требованиям по толщине, и проверяем механические детали, такие как резьбовые отверстия или пазы.
Шаг 5: Тестовая документация
Мы готовим отчеты о проверке с результатами. Они включают данные измерений, номера партий, использованные инструменты для проверки, а иногда и фотографии. Это позволяет отследить любые будущие проблемы с качеством до их источника.
Таблица: Краткое описание этапов проверки
| Сцена | Назначение | Ключевые проверки |
|---|---|---|
| Материал | Убедитесь в правильности сплава | Сертификат, твердость, химия |
| Первая статья | Подтверждение исходного уровня | Полный набор размеров, поверхность |
| В процессе | Контроль производства | Точечный контроль, визуальный контроль, контроль плоскостности |
| Финал | Удостоверить груз | Образец/100%, отделка, подгонка |
| Документация | Обеспечение прослеживаемости | Репортажи, фотографии, сериалы |
Проверка поступающего материала - важнейший этап контроля алюминиевых радиаторовПравда
Если используется неправильный сплав или неподходящий материал, последующая отделка и размеры не смогут полностью компенсировать это; проверка материала является основополагающей.
Для гарантии качества радиатора достаточно провести только заключительный визуальный осмотрЛожь
Окончательный визуальный контроль не может выявить отклонения размеров, несоответствия материалов или проблемы с производительностью; требуется несколько этапов контроля.
Как OEM-производители проверяют точность конструкции?
OEM-производителей волнует одно: детали должны подходить, крепиться и работать точно так, как ожидается. Даже небольшие ошибки в плоскостности или расположении отверстий могут испортить сборку.
OEM-производители проверяют точность радиатора, измеряя основные размеры, плоскостность, соосность отверстий, используя такие инструменты, как штангенциркуль, манометр, КИМ и иногда 3D-сканирование.
Когда я поставляю радиаторы крупным заказчикам, они часто присылают контрольный список или чертеж с допусками. Вот как мы реагируем на это:
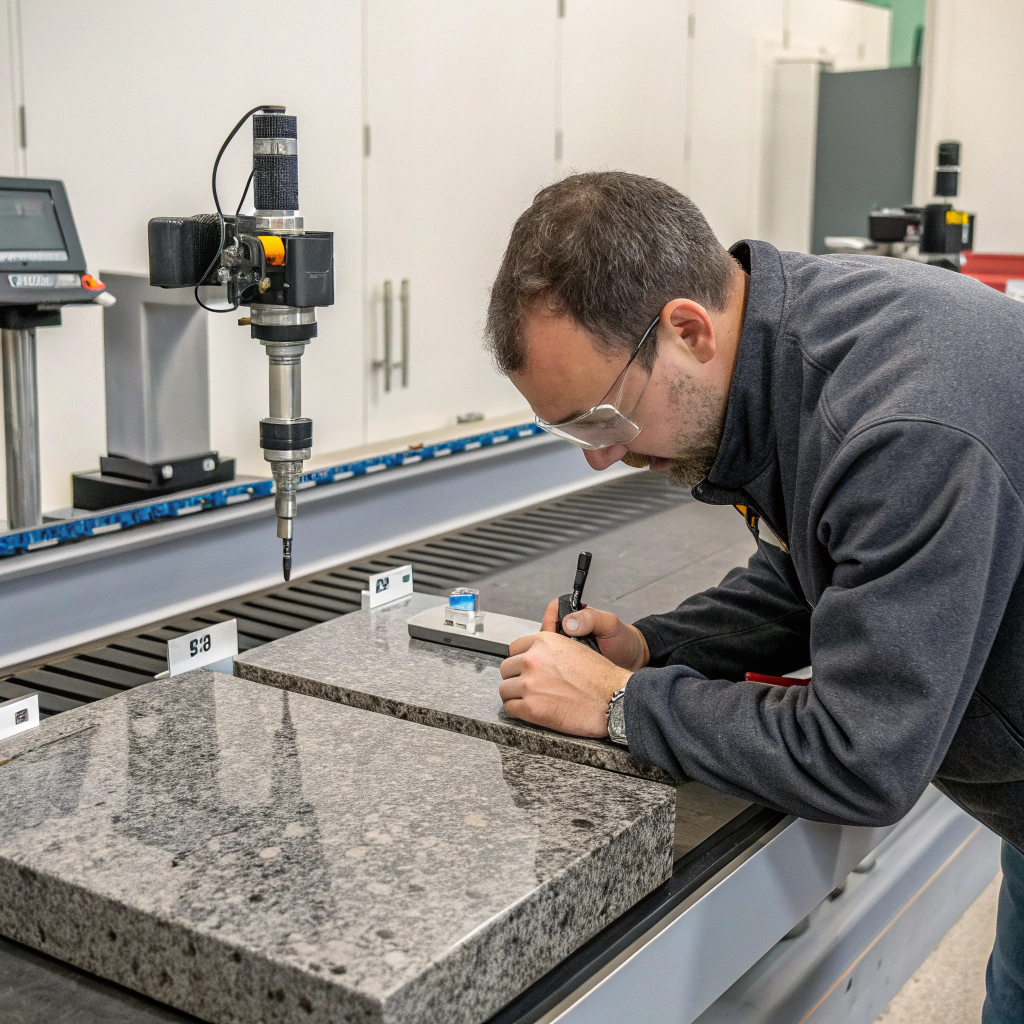
Плоскость основания
Это имеет большее значение, чем многие думают. Если основание недостаточно плоское, тепловой контакт с компонентом будет плохим, и охлаждение пострадает. Мы проверяем плоскостность с помощью гранитной плиты и щупов. В случае жестких требований мы используем лазерные инструменты.
Геометрия плавника
Крылья должны быть прямыми, равномерно расположенными и одинаковыми. Если они изгибаются или смещаются, воздушный поток нарушается. Мы проверяем высоту ребер, расстояние между ними и толщину в нескольких точках. Мы используем измерительные приборы или визуальные шаблоны.
Расположение и размер отверстий
Производители комплектующих часто крепят радиаторы с помощью винтов или штифтов. Если положение отверстий смещено даже на 0,2 мм, деталь не будет выравниваться. Для проверки мы используем микрометры, штифтовые калибры и координатно-измерительные машины (КИМ).
Монтажные интерфейсы
Пазы, фланцы и фрезерованные карманы должны совпадать с сопрягаемыми деталями. OEM-производители часто тестируют партию, физически устанавливая ее на оснастку или макет, чтобы выявить несоответствия.
3D-сканирование
Некоторые OEM-производители предпочитают цифровые 3D-сканы для крупных или сложных деталей. Эти сканы сравнивают реальную деталь с 3D-моделью и показывают отклонения в микронах.
Отклонение расстояния между ребрами в радиаторе не влияет на его тепловые характеристикиЛожь
Расстояние между ребрами влияет на воздушный поток и тепловое сопротивление; отклонения могут ухудшить эффективность охлаждения.
Плоская поверхность основания важна для обеспечения хорошего теплового контакта между радиатором и компонентомПравда
Без плоского основания термоинтерфейс может иметь зазоры или неравномерный контакт, что снижает эффективность теплопередачи.
Какие стандарты применяются к промышленным радиаторам?
Клиенты часто спрашивают, каким стандартам мы следуем. Хотя единой “сертификации радиаторов” не существует, несколько глобальных стандартов определяют наш подход к проверке и качеству.
При проверке промышленных радиаторов применяются такие стандарты, как ISO 9001 для систем качества, ISO 2768 для допусков, а иногда и спецификации MIL для анодирования или долговечности.

Вот основные стандарты, которые мы применяем или на которые ссылаемся при изготовлении и проверке радиаторов:
ISO 9001
Это самый распространенный стандарт системы качества. Он требует, чтобы процессы были документированы, прослеживались и постоянно совершенствовались. Большинство OEM-производителей хотят, чтобы их поставщики были сертифицированы по ISO 9001.
ISO 2768
Настоящий стандарт определяет общие допуски на линейные и угловые размеры. Если заказчик не указал на чертеже специальные допуски, мы по умолчанию следуем стандарту ISO 2768-m (средний).
Отделка поверхности
Если мы анодируем радиаторы, мы можем ссылаться на военный стандарт MIL-A-8625 или использовать спецификации заказчика. Это обеспечивает контроль толщины, твердости и цвета покрытия.
Экологическая долговечность
Некоторые радиаторы используются в сложных условиях - например, в уличных боксах, солнечных батареях или морском оборудовании. При необходимости мы можем провести испытания с использованием температурных циклов или солевого тумана в соответствии с процедурами ISO или MIL.
Документация и отчетность
Клиенты иногда просят предоставить PPAP (процесс утверждения производственных деталей) или FAIR (отчет о проверке первого изделия). Мы ведем протоколы проверок, журналы измерений и сертификаты на анодирование или сырье.
Таблица: Общие стандарты и использование
| Стандарт | Область применения | Использование в радиаторах |
|---|---|---|
| ISO 9001 | Управление качеством | СМК поставщика |
| ISO 2768 | Допуск на размеры | По умолчанию, если не указано ни одного. |
| MIL-A-8625 | Спецификация анодирования | Толщина и тип покрытия |
| ISO 9227 | Испытание солевым туманом | Устойчивость к коррозии |
| ISO/IEC 17025 | Лабораторная компетентность | Для сторонних испытательных лабораторий |
ISO 2768 может использоваться для определения общих допусков для экструзионных и механически обработанных алюминиевых радиаторовПравда
Стандарт ISO 2768 охватывает общие допуски на линейные и угловые размеры и используется в промышленности для изготовления таких деталей.
Существует единый унифицированный стандарт, который охватывает все требования к проверке и тепловым испытаниям теплоотводовЛожь
Различные стандарты охватывают разные аспекты (система качества, геометрия, отделка, окружающая среда, тепловые испытания), но единого стандарта для проверки всех радиаторов не существует.
Являются ли тепловые испытания обязательными для сертификации?
Часто возникает вопрос: нужно ли проводить термические испытания каждой партии радиаторов? Ответ зависит от степени риска вашего продукта и требований заказчика.
Термические испытания требуются не всегда, но когда термостойкость критична или задана заказчиком, они становятся необходимыми для проверки характеристик.
Когда тестирование обязательно
В некоторых отраслях, таких как светодиодное освещение, силовая электроника или аэрокосмическая промышленность, требуется строгая проверка характеристик. Если в спецификации указано, что “тепловое сопротивление должно быть менее 1,5 К/Вт при воздушном потоке 1 м/с”, вам придется провести испытания, чтобы доказать это.
Обычно мы создаем испытательные стенды, имитирующие воздушный поток, температуру окружающей среды и нагрузку. Затем мы измеряем повышение температуры на основании и рассчитываем сопротивление.
Когда его можно пропустить
Если конструкция радиатора проста и уже тестировалась ранее, и нет спецификации, требующей тепловых результатов, то мы можем пропустить тест. Некоторые клиенты не возражают против использования моделирования или прошлых данных в качестве эталона, особенно если приложение имеет низкую мощность или хорошо охлаждается.
Первая партия по сравнению с каждой партией
Обычный компромиссный вариант - термическое испытание первой партии изделий, а последующие партии пропускаются, если ничего не изменилось. Если меняется производственный процесс или источник материала, испытания возобновляются.
Мое предложение
Если деталь критически важна для охлаждения электроники, всегда определяйте целевой тепловой режим и проверяйте его хотя бы раз. Документируйте все: расход воздуха, мощность нагрузки, настройку и точки измерения.
Каждый алюминиевый радиатор перед отправкой должен пройти полный тест на термостойкостьЛожь
Хотя это идеальный вариант, многие радиаторы, предназначенные для работы в доброкачественных условиях, поставляются без проведения полных тепловых испытаний; требование зависит от спецификации и степени риска.
Термические испытания становятся обязательными, когда спецификация заказчика определяет значение термического сопротивления, а применение является критическимПравда
Если производительность и надежность имеют решающее значение, то для проверки термостойкости и производительности необходимо провести тепловые испытания.
Заключение
Чтобы сделать надежные радиаторы, я всегда следую многоступенчатым проверкам: начинаю с хорошего материала, контролирую размеры, проверяю отделку и при необходимости провожу испытания. Такие стандарты, как ISO 9001, ISO 2768 и спецификации MIL, помогают поддерживать качество на должном уровне. Когда важны термические характеристики, я рекомендую проводить испытания хотя бы один раз. Эти привычки экономят время, снижают риски и укрепляют доверие клиентов.




{kind=link}