
Может ли радиатор быть обработан с допуском ±0,1 мм?

У вас когда-нибудь был радиатор, который просто почти подходит, но не совсем? Допуски имеют большое значение. В некоторых конструкциях даже отклонение в 0,2 мм может испортить контакт или блок.
Да, большинство алюминиевых радиаторов можно обрабатывать с допуском ±0,1 мм с помощью стандартных процессов ЧПУ, особенно на критических поверхностях.
Давайте разберемся, что это значит на самом деле, как это делается и где находятся границы при работе с алюминиевыми радиаторами.
Какие процессы обеспечивают жесткий допуск на обработку радиаторов?
Обработка с жесткими допусками - это не только режущий инструмент. Она включает в себя всю цепочку - от подготовки материала до финального контроля.
Обработка радиаторов с жесткими допусками требует фрезерования с ЧПУ, точного крепления, контролируемых условий и многоступенчатой калибровки.

Вот основные этапы и используемые технологии:
Методы прецизионной обработки
| Процесс | Диапазон допусков | Приложение |
|---|---|---|
| Фрезерование с ЧПУ | ±0,05-0,10 мм | Большинство плоских и структурных поверхностей |
| Проволочная электроэрозионная обработка | ±0,01-0,05 мм | Редкость для радиаторов; сложные профили |
| Шлифование поверхности | ±0,01-0,03 мм | Основания, критичные к плоскостности |
| Алмазное точение | ±0,005 мм | Оптические или сверхплоские поверхности |
Вспомогательные техники
- Высококачественные светильники предотвращает вибрацию и смещение.
- Контроль охлаждающей жидкости сохраняет термостабильность.
- Многоосевые системы ЧПУ позволяют лучше управлять угловыми и составными допусками.
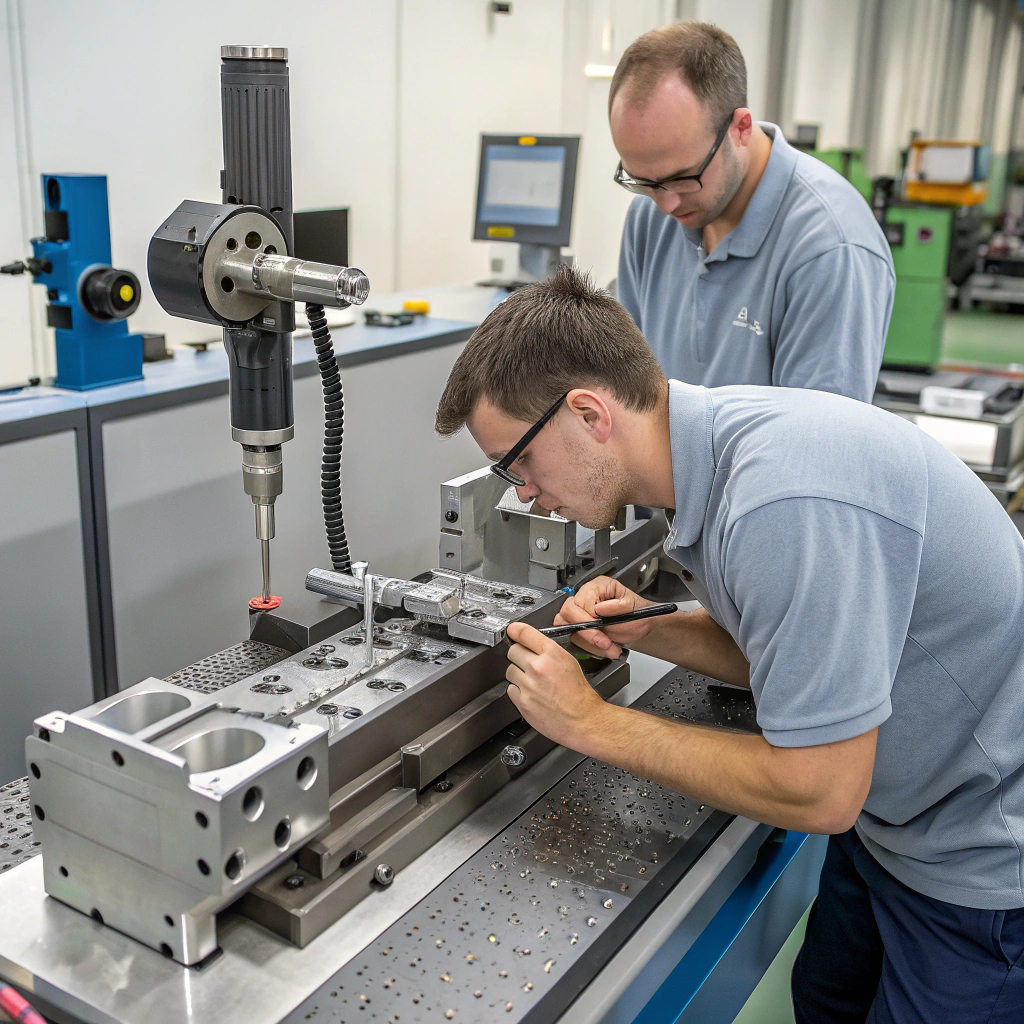
Однажды мы поставили партию радиаторов для процессоров, изготовленных на заказ, где монтажное основание должно было быть плоским ±0,05 мм на протяжении 80 мм. Потребовалась тройная проверка со шлифовкой поверхности и проверкой на КИМ, но в итоге была достигнута идеальная посадка и снижение контактного сопротивления на 20%.
Обработка с ЧПУ позволяет достичь допуска ±0,1 мм для радиаторов в контролируемых условиях.Правда
Стандартные 3-осевые и 5-осевые станки с ЧПУ способны обеспечить такие допуски.
Поверхности радиатора не могут быть обработаны с допуском более ±1,0 мм.Ложь
Современное оборудование с ЧПУ позволяет добиться гораздо более жестких допусков.
Можно ли использовать допуск ±0,1 мм для больших профилей?
Чем больше деталь, тем сложнее выдержать жесткие допуски. Коробление, вибрация и отклонение инструмента начинают иметь большее значение.
Да, допуск ±0,1 мм возможен для больших профилей, но это требует многоэтапной обработки, тщательного закрепления и контроля после обработки.
Что делает крупные детали сложными
| Фактор | Проблема |
|---|---|
| Длина | Большее тепловое расширение |
| Плоскость | Трудно поддерживать ровную базу |
| Жесткость | Повышенный риск дребезга или отклонения |
| Зажим | Может вызывать внутренний стресс |
Решения
- Разбивайте длинные детали на сегменты для обработки
- Используйте опорные кромки и выравнивание по базовой точке
- Обработка с двух сторон с помощью точных приспособлений
- Разрешите деталям отдыхать/стабилизироваться перед завершением
- Проверка в середине процесса с помощью КИМ или циферблатных манометров
Мы работали над теплоотводом шириной 500 мм для промышленных светодиодных панелей. Для обеспечения плоскостности ±0,1 мм по всему основанию потребовалось три операции, включая периоды термического отдыха и притирку поверхности.
При правильном подходе можно добиться высокой точности даже на больших профилях радиаторов.Правда
Правильная настройка станка, термоконтроль и крепление делают это возможным.
Большие радиаторы не могут соответствовать жестким допускам из-за своих размеров.Ложь
Это сложно, но не невозможно при тщательной обработке.
Какие инструменты используются для проверки допусков радиаторов?
Измерение жестких допусков так же важно, как и их изготовление. Если вы не можете подтвердить ±0,1 мм, вы не можете заявить об этом.
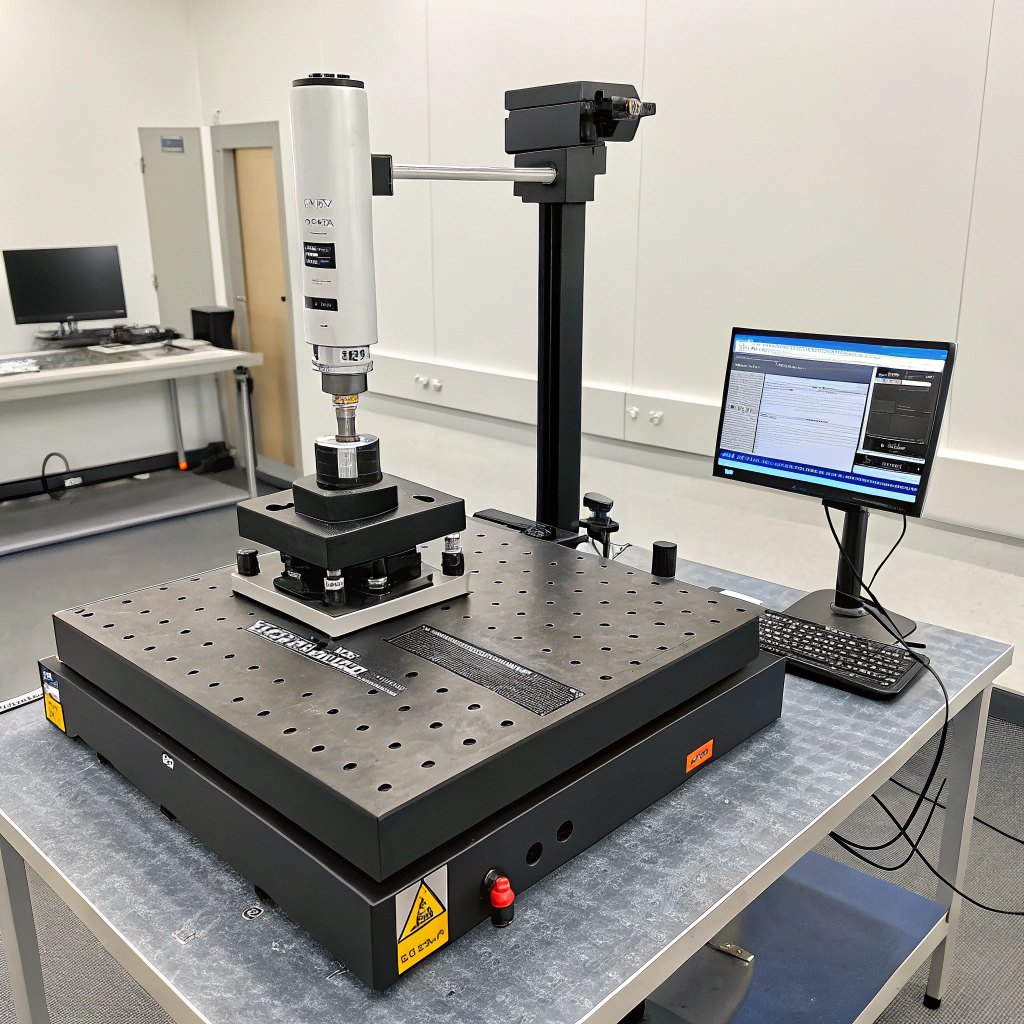
Допуски радиаторов проверяются с помощью штангенциркулей, микрометров, высотомеров, координатно-измерительных машин (КИМ) и приборов для измерения плоскостности поверхности.
Инструменты и примеры их использования
| Инструмент | Точность | Приложение |
|---|---|---|
| Верньерные штангенциркули | ±0,02 мм | Длина, ширина, размеры прорезей |
| Микрометры | ±0,01 мм | Малая толщина или высота ступеней |
| Измерители высоты | ±0,01 мм | Разница в глубине и шаге профиля |
| Индикатор циферблата | ±0,001 мм | Биение или плоскостность |
| КИМ (3D) | ±0,001-0,005 мм | Высококачественное отображение размеров |
| Поверхностная плита + измерительный блок | ±0,002 мм | Проверка плоскостности базовых участков |
Мы используем гранитные поверхностные плиты в сочетании с высотомерами для проверки искривления больших экструзий. При работе с узкими полостями мы полагаемся на КИМ Mitutoyo для 3D-картирования.
Координатно-измерительные машины (КИМ) используются для проверки жестких допусков в радиаторах.Правда
Они обеспечивают точные 3D-измерения с точностью до микрона.
Линейки и рулетки достаточно для проверки допуска ±0,1 мм.Ложь
Такой уровень допуска требует применения специализированных прецизионных приборов.
Как контролировать качество с микронной точностью?
Даже небольшие ошибки при производстве могут нарушить жесткие допуски. Контроль качества в микронном масштабе означает полную дисциплину процесса.
Качество на микронном уровне обеспечивается благодаря калиброванным станкам, стабильным условиям и многоступенчатому контролю.
Рабочий процесс обеспечения качества
-
Контроль материалов
Мы проверяем размеры и твердость поступающего материала. -
Калибровка инструмента
Все инструменты с ЧПУ и контрольно-измерительные приборы проходят ежемесячную калибровку. -
Терморегуляция
Обработка производится в помещениях с контролируемой температурой. -
Проверки в процессе работы
Операторы проверяют размеры после черновой и чистовой обработки. -
Окончательная проверка
Каждая партия проходит контроль качества с использованием микрометров и КИМ. -
Документация
Мы регистрируем каждое измерение для отслеживания.
Таблица контроля качества образцов
| Шаг | Инструмент для осмотра | Частота | Критерии прохождения |
|---|---|---|---|
| Плоскость основания | Циферблатный индикатор на граните | Каждые 10 шт. | ≤0,08 мм |
| Монтажные отверстия | Измеритель высоты | 100% | ±0,05 мм |
| Отделка поверхности | Визуальная + тестовая карта | Случайный | Ra ≤ 1,6 мкм |
| Толщина профиля | Микрометр | 100% | ±0,1 мм |
При производстве радиаторов для японского производителя электромобилей мы должны были выдерживать расстояние между отверстиями ±0,03 мм на длине 250 мм. Это потребовало автоматизированной проверки через каждые 5 деталей и корректирующего смещения в программе ЧПУ.
Поддержание допусков на микронном уровне требует калибровки инструмента, стабильных условий и контроля в процессе производства.Правда
Все этапы обработки и контроля качества должны жестко контролироваться.
Допуск на микронном уровне может поддерживаться без регулярных проверок и контроля окружающей среды.Ложь
Даже небольшие тепловые погрешности или погрешности инструмента могут разрушить такую точность.
Заключение
Обработка алюминиевых радиаторов с высокими допусками вполне достижима - вплоть до ±0,1 мм и выше. Но для этого необходимы правильные инструменты, квалифицированные операторы и строгий контроль на каждом этапе. Спросите у производителя, что он может гарантировать и как он это измеряет.


{kind=link}