
Каковы наилучшие методы сварки алюминиевых экструзий?

Сварка алюминиевых экструзий может показаться сложной задачей, но удовлетворение от ее освоения ни с чем не сравнимо.
Лучшие методы сварки алюминиевых экструзий включают в себя TIG и MIG-сварка, которые обеспечивают точность и прочность. Правильная подготовка поверхности, выбор подходящего присадочного материала и контроль температуры имеют решающее значение для достижения оптимальных результатов.
Хотя понимание основных методов - это хорошее начало, освоение сварки алюминиевых экструзий требует детальных знаний и практики. В следующих разделах мы подробно рассмотрим нюансы каждого метода и дадим экспертные советы, которые помогут вам повысить уровень мастерства сварки.
Сварка TIG идеально подходит для соединения алюминиевых экструзий.Правда
Сварка TIG обеспечивает точность и контроль, что очень важно для создания прочных, бесшовных алюминиевых соединений.
Как TIG Сварка улучшает соединения алюминиевых экструзий?
TIG Сварка известна своей точностью и прочностью, что делает ее идеальной для улучшения соединений алюминиевых экструзий. Узнайте, как этот метод повышает качество ваших сварочных проектов.
TIG сварка улучшает соединения алюминиевых экструзий, обеспечивая превосходную точность, контроль и отделку. Она позволяет получить чистый сварной шов с минимальными искажениями, что очень важно для поддержания структурной целостности и эстетики алюминиевых проектов.

Преимущество точности TIG Сварка
TIG (сварка вольфрамовым электродом в среде инертного газа), также известная как GTAW (газовая дуговая сварка вольфрамовым электродом), славится своей точностью, что делает ее особенно полезной для соединений алюминиевых экструзий. В этом процессе используется нерасходуемый вольфрамовый электрод, который обеспечивает постоянный нагрев, позволяя тщательно контролировать сварку. В результате получается высококачественный шов с минимальными искажениями, необходимый для сохранения целостности и внешнего вида алюминиевых экструзий.
Превосходный контроль и чистая отделка
Контролируемый расход тепла в TIG сварка имеет решающее значение при работе с алюминием - металлом, известным своей быстрой теплопроводностью. Эффективное управление распределением тепла, TIG Сварка сводит к минимуму риск коробления и растрескивания - распространенных проблем при сварке алюминия. Этот контроль обеспечивает чистое покрытие, что эстетически привлекательно и часто необходимо в таких областях применения, как архитектурные каркасы и автомобильные компоненты.
Важность защитного газа
Неотъемлемый компонент TIG В процессе сварки используются инертные газы, такие как аргон или гелий. Эти газы защищают зону сварки от атмосферных загрязнений, что очень важно для алюминия, который быстро окисляется. Такая защита гарантирует, что сварной шов останется без примесей, что повышает прочность и долговечность соединения.
Преимущества использования режима переменного тока
Естественный оксидный слой алюминия трудно пробить, но если использовать переменный ток в TIG Сварка помогает разрушить этот слой. Переменная полярность очищает поверхность металла во время сварки, способствуя лучшему сплавлению основного металла и присадочного материала. В результате получаются более прочные и надежные соединения.
Практическое применение и соображения
На практике, TIG Сварка очень полезна в отраслях, где точность и эстетика имеют первостепенное значение. Например, в аэрокосмической промышленности часто используется TIG сварка для изготовления каркасов самолетов из-за необходимости обеспечения прочности и минимального веса. Аналогичным образом, в пищевой промышленности и производстве напитков чистая отделка, обеспечиваемая TIG сварка необходима для поддержания гигиенических стандартов в технологическом оборудовании.
Несмотря на свои преимущества, TIG Для эффективного управления сложными процессами сварки требуется опытный оператор. Понимание таких методов, как настройки импульсов1 может значительно повысить качество сварных швов.
Заключение: Повышение уровня техники сварки алюминия
Хотя ни один метод не подходит для всех проектов, TIG сварка - это то, что нужно тем, кто стремится к точности и качеству соединений при экструзии алюминия. По мере того как вы изучаете передовые методы сварки2Рассмотрим, как мастеринг TIG Сварка может возвысить ваше мастерство.
При сварке TIG используется расходуемый вольфрамовый электрод.Ложь
При сварке TIG используется нерасходуемый вольфрамовый электрод, обеспечивающий точность.
Режим переменного тока при сварке TIG помогает проникать в слои оксида алюминия.Правда
Режим переменного тока разрушает оксидный слой алюминия', способствуя плавлению.
Каковы основные этапы подготовки алюминиевых поверхностей к сварке?
Правильная подготовка алюминиевых поверхностей имеет решающее значение для успешной сварки. Следуйте этим основным шагам, чтобы обеспечить прочный и чистый сварной шов.
Основные этапы подготовки алюминиевых поверхностей включают очистку, удаление оксидных слоев и предварительный нагрев. Обеспечение свободной от загрязнений поверхности и снижение термических искажений жизненно важны для прочных и надежных сварных швов.
Почему уборка имеет решающее значение?
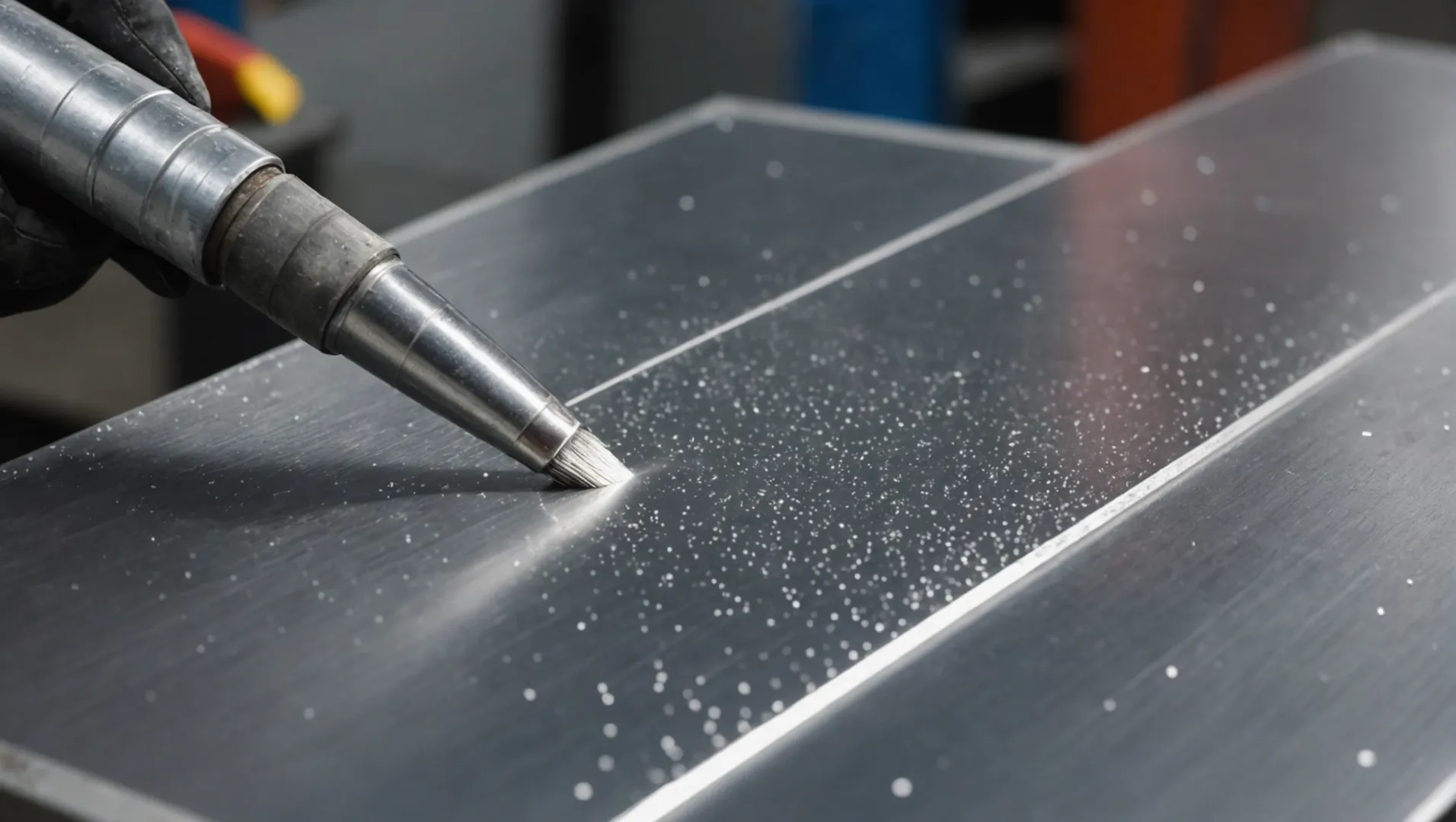
Поскольку алюминий подвержен загрязнениям, тщательная очистка является обязательным первым шагом. Начните с удаления любого масла, грязи или жира с помощью обезжиривателя или очистителя на спиртовой основе. Это устранит загрязнения, которые в противном случае могут привести к слабым сварным швам.
Затем механически очистите поверхность с помощью проволочных щеток из нержавеющей стали или специальных инструментов для очистки алюминия. Избегайте использования обычных стальных щеток, так как в них могут попасть частицы железа, которые приводят к коррозии.
Понятие об удалении оксидного слоя
Алюминий естественным образом образует оксидный слой, который может препятствовать сварке. Этот слой значительно тверже самого алюминия, что затрудняет проварку. Чтобы удалить его, используйте такие методы, как:
- Механическое истирание: Используйте абразивные диски или щетки, предназначенные специально для алюминия.
- Химическое удаление: Применяйте кислотные очистители, например растворы фосфорной кислоты.
Последовательное удаление этого слоя обеспечивает лучшее сплавление и целостность сварного шва.
Роль предварительного нагрева
Предварительный подогрев алюминия перед сваркой позволяет минимизировать термические искажения и снизить риск образования трещин. Обычно температура предварительного нагрева находится в диапазоне от 150 до 300°F (65-150°C). Однако точная температура зависит от сплава алюминия и его толщины.
- Тонкие секции: Обычно достаточно более низкой температуры предварительного нагрева.
- Толстые секции: Требуют более высокой температуры предварительного нагрева для поддержания равномерного распределения тепла.
Важность чистой окружающей среды
Сварка в чистой среде так же важна, как и подготовка самих поверхностей. Пыль, грязь и сквозняки могут внести примеси в сварочную ванну, что приведет к образованию пористости или других дефектов. Создание специальной зоны сварки с контролируемыми условиями помогает поддерживать качество сварки.
Таблица: Распространенные загрязняющие вещества и их влияние на сварку алюминия
| Загрязнитель | Влияние на сварку |
|---|---|
| Масло и смазка | Создает газовые карманы, вызывающие пористость |
| Оксидный слой | Препятствует проникновению и расплавлению |
| Частицы железа | Со временем приводит к коррозии |
| Пыль и грязь | Вносит примеси в сварочную ванну |
Понимая и выполняя эти подготовительные шаги, сварщики могут значительно повысить качество и надежность своих алюминиевых швов. Узнайте больше о методы подготовки поверхности3 освоить сварку алюминия.
При механической очистке могут попасть частицы железа.Ложь
Использование щеток из нержавеющей стали предотвращает загрязнение железом во время чистки.
Предварительный нагрев алюминия снижает риск термического искажения.Правда
Предварительный нагрев помогает поддерживать равномерный нагрев, уменьшая деформацию и растрескивание.
Какие присадочные материалы лучше всего подходят для экструзионной сварки алюминия?
Выбор правильного присадочного материала имеет решающее значение для успешной сварки алюминиевых экструзий, обеспечивая прочность и долговечность.
Лучшими присадочными материалами для экструзионной сварки алюминия являются алюминиевые сплавы 4043 и 5356, известные своей совместимостью и прочностью. Выбор подходящего присадочного материала зависит от сплава основного металла и предполагаемого применения сварного шва.

Понимание совместимости материалов наполнителей
При сварке алюминиевых экструзий выбирайте совместимые наполнители4 имеет первостепенное значение для обеспечения целостности сварного шва. Наиболее часто используются два присадочных сплава - 4043 и 5356, каждый из которых имеет свои преимущества в зависимости от типа свариваемого алюминиевого сплава.
-
Алюминиевый сплав 4043: Известный своей простотой в использовании, сплав 4043 подходит для сварки большинства типов алюминия, обеспечивая гладкую поверхность и снижая риск образования трещин. Он идеально подходит для применения в тех случаях, когда эстетический вид имеет решающее значение, например, в архитектурных сооружениях.
-
Алюминиевый сплав 5356: Этот сплав предпочитают за его прочность и устойчивость к коррозии, что делает его идеальным для морской среды или приложений, требующих высокой долговечности.
Факторы, влияющие на выбор материала для наполнителя
Процесс выбора включает в себя несколько факторов:
-
Сплав основного металла: Подберите наполнитель к основному металлу, чтобы предотвратить хрупкость и обеспечить прочное соединение. Например, использование 4043 со сплавами серии 6XXX обеспечивает сбалансированное сочетание прочности и пластичности.
-
Сервисная среда: Учитывайте условия, в которых будет эксплуатироваться сварная конструкция. Например, присадочный материал 5356 лучше подходит для наружных конструкций, подверженных воздействию суровых погодных условий, благодаря своим антикоррозийным свойствам.
-
Внешний вид сварного шва: Если внешний вид имеет решающее значение, например, для потребительских товаров, 4043 обеспечивает более чистую отделку.
Практическое применение и тестирование
Прежде чем приступить к полномасштабной сварке, проведите испытания на небольших образцах, которые помогут определить оптимальный присадочный материал. Наблюдение за поведением сварочной ванны и послесварочными характеристиками, такими как растрескивание и пористость, может дать представление о наилучшем выборе для конкретного применения.
Дополнительное руководство по выбору наполнителей можно найти в разделе отраслевые стандарты5 также могут быть полезны, поскольку они предоставляют полный обзор таблиц совместимости и рекомендаций.
Выбор правильного присадочного материала - это не только соблюдение отраслевых норм, но и понимание уникальных требований вашего проекта для получения прочного и долговечного сварного шва.
Сплав 4043 лучше всего подходит для сварки морского алюминия.Ложь
Сплав 5356 предпочтителен для использования в морской среде благодаря устойчивости к коррозии.
Шпатлевка 5356 идеально подходит для наружных алюминиевых конструкций.Правда
5356 обладает коррозионной стойкостью и подходит для суровых погодных условий.
Как контроль температуры может повлиять на качество сварных швов?
Управление нагревом играет важнейшую роль в определении качества алюминиевых сварных швов. Узнайте, как управление нагревом может повлиять на результаты сварки.
Правильное управление нагревом обеспечивает прочные и бездефектные сварные швы, предотвращая такие проблемы, как коробление, растрескивание и плохое проплавление. Для этого необходимо понимать тепловые свойства материала и соответствующим образом настраивать параметры сварки.

Понимание тепловых свойств алюминия
Высокая теплопроводность алюминия означает, что он быстро отводит тепло. Эта характеристика, хотя и благоприятна для отвода тепла в готовых изделиях, создает проблемы при сварке. Быстрая потеря тепла может привести к недостаточному проплавлению шва или нестабильному качеству шва.
Для борьбы с этим сварщики часто увеличивают подачу тепла. Однако слишком сильный нагрев может привести к короблению или прожогу, ослабляя шов. Чтобы избежать этих проблем и обеспечить прочный сварной шов, очень важно сбалансировать подачу тепла.
Методы эффективного контроля тепла
-
Регулировка скорости сварки:
- Более высокая скорость сварки снижает тепловыделение, сводя к минимуму искажения.
- Более низкая скорость может улучшить проникновение, но чревата перегревом и деформацией.
-
Выбор подходящих параметров сварки:
- Используйте настройки импульса на TIG или MIG-сварки для точного управления подачей тепла.
- Регулируйте силу тока в зависимости от толщины материала для поддержания оптимального энергетического баланса.
Роль предварительного нагрева и температуры межпроходного пространства
Предварительный подогрев алюминия может уменьшить тепловые градиенты, предотвращая образование трещин за счет более равномерного распределения тепла во время сварки. Поддержание соответствующей температуры между проходами также имеет решающее значение, особенно при многопроходной сварке, для предотвращения накопления тепла, которое может разрушить сварной шов.
Контроль и регулировка во время сварки
Применение методов теплового контроля позволяет отслеживать изменения температуры заготовки. Это позволяет в режиме реального времени корректировать параметры сварки, обеспечивая стабильное качество.
Использование современные сварочные системы6 оснащенные тепловыми датчиками, могут еще больше повысить точность, автоматически регулируя параметры на основе обратной связи с зоной сварки. Эта технология значительно минимизирует человеческий фактор и повышает общее качество сварки.
Правильный контроль нагрева предотвращает коробление алюминиевого шва.Правда
Контроль подачи тепла позволяет избежать чрезмерного расширения и сжатия, уменьшая коробление.
Увеличение нагрева всегда улучшает проплавление шва.Ложь
Чрезмерный нагрев может привести к прожогу, ослабляя сварное соединение.
Заключение
Освоив эти методы сварки алюминиевых экструзий, вы сможете обеспечить долговечность и профессиональную отделку своих проектов.
-
Изучите настройки импульса для улучшения контроля сварки и качества..: Сегодня мы снова приступим к сварке тонкого алюминия и рассмотрим сегодняшнюю тему, TIG ...↩
-
Изучите передовые методы, чтобы отточить свои навыки сварки TIG: Изучите передовые методы сварки алюминия, включая подробное руководство по методам сварки MIG и TIG. Получите ответы на сложные вопросы ...↩
-
Получите более глубокое представление об эффективных стратегиях подготовки поверхности: 1. Удалите масло и смазку. Сначала удалите с поверхности масла, смазки, смазочные материалы и другие углеводородные загрязнения, чтобы предотвратить пористость сварного шва.↩
-
Узнайте о рекомендуемых присадочных материалах для прочных алюминиевых сварных швов: Присадочные металлы серии 4XXX, известные как AlSi, обладают отличной текучестью, что обеспечивает исключительный внешний вид сварного шва и очень хорошую стойкость к ...↩
-
Получите доступ к таблицам с подробным описанием совместимости наполнителей с различными сплавами: Как пользоваться таблицей. Выбор присадочного металла для сварки алюминия. Эта таблица - инструмент, который призван помочь вам выбрать наиболее подходящий присадочный металл ...↩
-
Изучите передовые технологии сварки, чтобы повысить точность шва и уменьшить количество ошибок: Температура в системе мониторинга процесса может контролироваться с помощью различных типов датчиков, таких как термопара, термистор, RTD, ...↩


{kind=link}