
ヒートシンクの品質検査基準は必要か?
あるプロジェクトで、書類上はすべてがうまくいっているように見えたのに、ヒートシンクが早々に故障してしまったことがあった。それ以来、私は検査基準をより真剣に考えるようになった。それがすべてを変えた。.
ヒートシンクの優れた品質検査は、寸法、材質、仕上げ、性能をカバーしなければならない。.
この記事では、どのような検査がヒートシンクの品質を保証するのか、OEMはどのように構造精度をチェックするのか、どのような規格が適用されるのか、熱試験は必須なのかについて説明する。.
ヒートシンクの品質を保証する検査とは?
何千個ものヒートシンクを納品した後で、部品が合わないとか、腐食が早すぎるとかいう返事が返ってくることを想像してみてほしい。適切な検査プロセスによって、そのような苦痛を避けることができます。.
効果的なヒートシンク検査には、材料チェック、寸法管理、表面仕上げテスト、そして時には熱性能の検証などが含まれ、これらは製造の複数の段階で行われます。.

私はヒートシンクの製造オーダーを管理する際、最初から最後まで何層にも重ねた検査ルーチンに従います。その内訳は以下の通りだ:
ステップ1:材料の検証
最初のステップは、入荷するアルミ合金のチェックです。顧客が6063-T5を要求したのに、バッチが6005で作られていた場合、機械的特性と熱的特性は一致しません。そこで私は材料証明書を確認し、時には硬度試験や化学組成のチェックを行います。.
ステップ2:初品検査(FAI)
大量生産の前に、サンプルピースの完全な測定を行います。長さ、フィンの高さ、間隔、ベースの平坦度、穴の位置、仕上げの品質を測定します。このステップを踏むことで、残りの生産の基準点を得ることができます。.
ステップ3:工程内チェック
部品が押し出され、切断され、機械加工される間、フィンの寸法、穴の位置、ベースの平坦度など、特定の特徴を間隔をおいて測定します。表面については、傷、アルマイトの色の問題、バリの兆候などをチェックします。.
ステップ4:最終検査
梱包前に、お客様のご要望に応じて、厳選されたサンプル、あるいはご注文の100%を検査します。寸法を再度確認し、コーティングが期待される厚みを満たしていることを確認し、ねじ穴やスロットなどの機械的な詳細をチェックします。.
ステップ5:テスト・ドキュメンテーション
私たちは検査結果とともに検査報告書を作成します。これには測定データ、ロット番号、使用した検査ツール、時には写真も含まれます。これにより、説明責任の証跡が作成され、将来の品質問題の発生源を追跡するのに役立ちます。.
表:検査段階の概要
| ステージ | 目的 | キー・チェック |
|---|---|---|
| 素材 | 正しい合金を確保する | 証明書、硬度、化学 |
| 最初の記事 | ベースラインの確認 | フルディメンションセット、サーフェス |
| 進行中 | 生産を監視する | スポットチェック、目視、平坦度 |
| 決勝 | 出荷の確認 | サンプル/100%、フィニッシュ、フィッティング |
| ドキュメンテーション | トレーサビリティの確保 | レポート、写真、連載 |
アルミ製ヒートシンクの重要な検査段階である受入材検査真
間違った合金や不適切な材料が使用された場合、その後の仕上げや寸法を完全に補うことはできない。.
ヒートシンクの品質を保証するには、最終的な目視検査だけで十分です。偽
最終的な目視検査だけでは、寸法偏差、材料の不適合、性能の問題を捉えることはできず、複数の検査段階が必要となる。.
OEMは構造精度をどのように検証するのか?
OEMが気にすることはひとつ、部品が期待通りにフィットし、取り付けられ、機能しなければならないことだ。平坦度や穴の位置に小さな誤差があっても、製造は台無しになりかねません。.
OEMは、主要寸法、平面度、穴のアライメントを測定し、ノギス、ゲージ、CMM、時には3Dスキャンなどのツールを使用して、ヒートシンクの精度を検証します。.
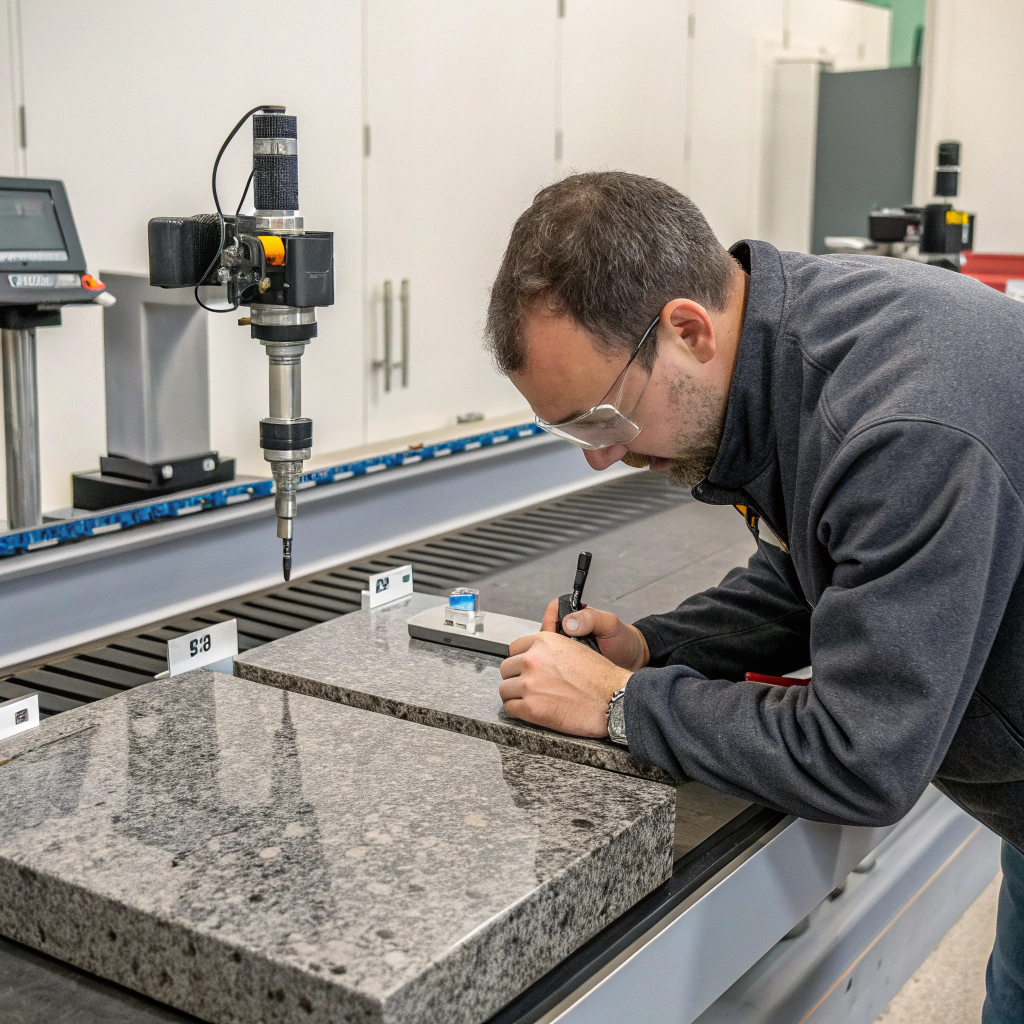
大口の顧客にヒートシンクを供給する場合、チェックリストや図面に公差を記入して送ってくることがよくあります。それに対する私たちの対応はこうだ:
ベースの平坦度
これは多くの人が考えている以上に重要なことだ。ベースが十分に平らでないと、部品との熱接触が悪くなり、冷却が悪くなります。私たちは御影石の定盤とフィーラーゲージで平坦度をチェックします。厳しい仕様の場合は、レーザーツールを使用します。.
フィン形状
フィンはまっすぐで、等間隔で、一定でなければならない。曲がったりずれたりすると、気流が乱れる。フィンの高さ、間隔、厚さを数カ所で検査します。ゲージや視覚的なテンプレートを使用します。.
穴の位置とサイズ
OEMではヒートシンクをネジやピンで取り付けることが多い。穴の位置が0.2mmでもずれると、部品の位置が合わなくなります。私たちはマイクロメーター、ピンゲージ、三次元測定機(CMM)を使ってこれを検証します。.
取り付けインターフェース
スロット、フランジ、フライス加工されたポケットは、相手部品と一致していなければなりません。OEMは多くの場合、治具やモックユニットに物理的に取り付けてロットをテストし、ミスアラインメントを捉えます。.
3Dスキャン
大型部品や複雑な部品には、デジタル3Dスキャンを好むOEMもあります。これらのスキャンは、実際の部品と3Dモデルを比較し、ミクロン単位の偏差を表示します。.
ヒートシンクのフィン間隔のずれは熱性能に影響しない偽
フィンの間隔は気流と熱抵抗に影響し、その偏差は冷却性能を低下させる。.
ヒートシンクと部品の熱的接触を確実にするためには、ベース面が平らであることが重要です。真
平らなベースがないと、熱インターフェースに隙間や不均一な接触が生じ、熱伝達効率が低下する可能性がある。.
工業用ヒートシンクにはどの規格が適用されますか?
お客様から、どのような基準に従っているのかとよく尋ねられます。単一の「ヒートシンク認証」はありませんが、いくつかのグローバルスタンダードが当社の検査と品質アプローチの指針となっています。.
工業用ヒートシンクの検査には、品質システムに関するISO 9001、公差に関するISO 2768、時にはアルマイト処理や耐久性に関するMIL規格などの規格が含まれます。.

ここでは、ヒートシンクの製造および検査時に適用または参照する主な基準を示します:
ISO 9001
最も一般的な品質システム規格。プロセスを文書化し、追跡可能で、継続的に改善することが要求される。ほとんどのOEMは、サプライヤーがISO9001の認証を取得することを望んでいます。.
ISO 2768
この規格は、直線寸法と角度寸法の一般公差を定義しています。図面に特別な公差が記載されていない限り、ISO 2768-m(中程度)をデフォルトとしています。.
表面仕上げ
ヒートシンクを陽極酸化処理する場合、軍事規格MIL-A-8625を参照するか、お客様の仕様を使用することがあります。これにより、コーティングの厚さ、硬度、色を確実に管理することができます。.
環境耐久性
ヒートシンクの中には、屋外用ボックス、ソーラーパネル、船舶用ギアなど、過酷な条件下で使用されるものもあります。必要であれば、ISOやMIL規格に基づいた温度サイクル試験や塩水噴霧試験を行うことができます。.
文書化と報告
お客様からPPAP(生産部品承認プロセス)やFAIR(第一条検査報告書)を求められることがあります。当社では、アルマイトや原材料の検査記録、測定記録、証明書を保管しています。.
表:共通基準と使用法
| スタンダード | スコープ | ヒートシンクでの使用 |
|---|---|---|
| ISO 9001 | 品質管理 | サプライヤーQMS |
| ISO 2768 | 寸法公差 | 指定がない場合のデフォルト |
| MIL-A-8625 | アルマイト仕様 | コーティングの厚みと種類 |
| ISO 9227 | 塩水噴霧試験 | 耐食性 |
| ISO/IEC 17025 | ラボの能力 | 第三者試験所向け |
ISO 2768は、押出および機械加工アルミニウムヒートシンクの一般公差を指定するために使用できます。真
ISO 2768は、直線寸法と角度寸法の一般公差をカバーしており、工業用部品として参照されている。.
ヒートシンクのすべての検査と熱試験要件をカバーする単一の統一規格がある。偽
さまざまな規格がさまざまな側面(品質システム、形状、仕上げ、環境、熱試験)をカバーしているが、すべてのヒートシンク検査に対応する単一の統一規格はない。.
認証取得のために熱試験は必須ですか?
ヒートシンクのすべてのロットで熱試験を行う必要がありますか?答えは製品のリスクと顧客の要求によって異なります。.
熱試験は常に必要というわけではないが、熱抵抗が重要であったり、顧客から指定されたりする場合には、性能を確認するために必要となる。.
テストが必要な場合
LED照明、パワーエレクトロニクス、航空宇宙など、一部の業界では厳しい性能チェックが要求される。スペックに「1m/sの気流で熱抵抗が1.5K/W以下でなければならない」と書かれている場合、それを証明する試験をしなければならない。.
私たちは通常、気流、周囲温度、電力負荷をシミュレートする試験装置を設置します。そして、ベース全体の温度上昇を測定し、抵抗値を計算します。.
スキップできる場合
ヒートシンクの設計が単純で、以前にテストしたことがあり、熱結果を要求する仕様がない場合は、テストを省略することがあります。シミュレーションや過去のデータを参考にすることを良しとするクライアントもいます。.
最初のバッチと毎バッチの比較
一般的な妥協案は、最初の成形品バッチの熱試験を行い、何か変更がない限り、後のバッチの熱試験を省略することである。生産工程や原料が変われば、試験を再開する。.
私の提案
電子機器の冷却に重要な部品であれば、常に熱目標を定め、少なくとも一度はテストすること。風量、電力負荷、セットアップ、測定ポイントなど、すべてを記録する。.
すべてのアルミヒートシンクは、出荷前に完全な熱抵抗試験を受けなければならない偽
理想的ではあるが、良性条件用のヒートシンクの多くは完全な熱試験を行わずに出荷されている。.
顧客仕様で熱抵抗値が定義され、用途が重要な場合、熱試験が必須となる。真
性能と信頼性が重要な場合、熱抵抗と性能を検証するために熱試験が必要となる。.
結論
信頼性の高いヒートシンクを作るために、私は常に多段階の検査を行っています。良い材料から始め、寸法を管理し、仕上げを確認し、必要に応じてテストを行います。ISO 9001、ISO 2768、MILスペックなどの規格は、品質を維持するのに役立ちます。サーマルスペックが重要な場合は、少なくとも一度はテストを行うことをお勧めします。このような習慣は時間を節約し、リスクを減らし、顧客との強い信頼を築きます。.




{kind=link}