
押出アルミニウム・エンクロージャーはどのように作られるのか?
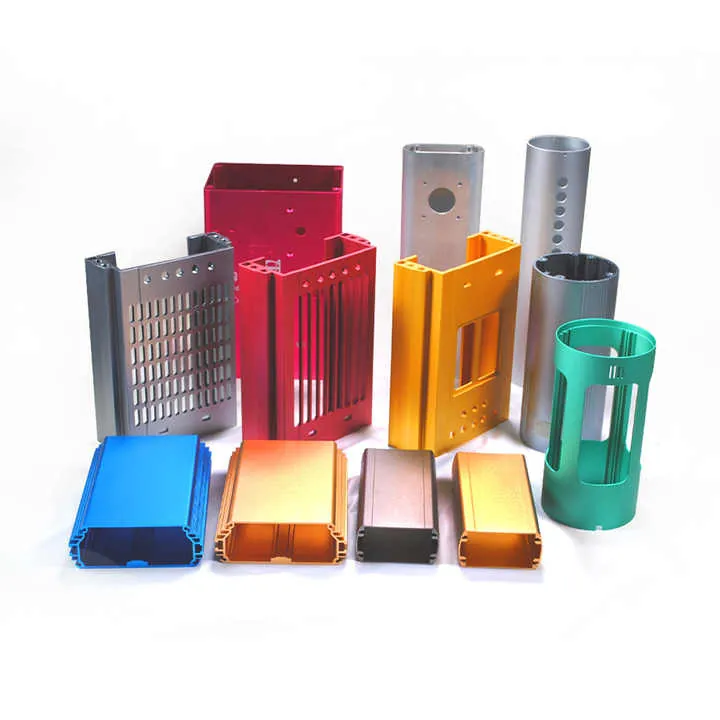
アルミ押し出しエンクロージャーは、カスタム断面形状から始まります。それがどのように完全な機能を備えた筐体に変化していくかをご紹介します:
押出成形の主なステップとは?
-
ビレットの準備
高品質のアルミニウムビレット(6063?T5/T6など)は、400~500?°Cに加熱して軟化させる。 -
ダイ・セットアップとラム押出
エンクロージャーの内部チャンネルと壁の形状に合ったスチールダイが予熱され、押出プレスに挿入されます。油圧ラムがダイを通して加熱されたビレットを押し出し、長い連続したプロファイルを作成します。 -
クーリング&ストレート
押し出された部分は冷却(空気または水)され、押し出し中に生じたねじれを矯正するためにまっすぐに引き伸ばされる。 -
長さカット
正確な長さにカットされ、後の仕上げのために少しオーバーすることも多い。 -
熱処理/エージング
必要な場合(T6テンパーなど)には、押出材をオーブンで時効処理し、目標とする強度を達成する。
押出成形後にCNCを組み込むには?
均一な押し出し長さを確保したら、CNC加工を追加してエンクロージャーをカスタマイズすることができます:
- 端面加工平らな面、取り付け穴、カウンターシンク、ねじ穴を作る。
- 側面加工ポート、スロット、パネル、EMIベントをカットしてください。
- サブアセンブリの特徴ファスナーやコネクター用の機械凹部。
例えば、多くの押し出しサイドレールは、フロントパネルやバックパネル取り付け用のセルフクリンチングナットやタップ穴を受け入れるために、端部がCNC加工されています。
どのような仕上げ工程があるのか?
CNCの後、エンクロージャーはしばしば保護仕上げや化粧仕上げが施される:
- 陽極酸化処理 (硫酸または硬質) - 耐食性、色調、耐摩耗性を加える。
- 化学膜変換 (アロジン/ケムフィルム) - 塗装の密着性を向上させ、EMIを保護します。
- パウダーコーティング - 耐久性に優れ、カラフルで、塗料よりも厚い。
- マス仕上げ - 例えば、振動タンブリングで、露出しているすべてのエッジのバリ取りと研磨を行う。
また、多くのメーカーは、パネルにレーザーエッチングやスクリーン印刷などのカスタムグラフィックを提供しています。
組み立てを容易にする設計とは?
押し出しとCNCの段階で設計を選択することで、組み立てを大幅に簡素化することができる:
- 一体型取り付けフランジ例えば、パネルマウントを容易にするスロット付きレールなど。
- タップ穴ネジまたはセルフクリンチング・ナットに対応するCNC加工パッド。
- Tスロットまたはチャンネルボルトとマウントが所定の位置にスライドするようにします。
- 左右対称のプロファイル冶具のセットアップとCNCプログラミングを最小限に抑えます。
- 面取りエッジパネルとガスケットの挿入を容易にする。
一般的な戦略:CNC加工された#6ネジを端にねじ込み、あらかじめカットされたパネルをスライドさせて固定する。
総括表
| ステップ | 主な内容 |
|---|---|
| 押出 | ビレットを加熱→ダイスに通す→冷却/延伸→長さに合わせて切断 |
| CNCインテグレーション | マシンホール、ポート、タップエンド |
| 仕上げ | 陽極酸化処理/ケミフィルム/粉体塗装+バリ取り |
| 組立デザイン | 取り付けフランジ、ねじ穴、Tスロット、対称押出を使用 |
クイック・クイズ
アルミ押出筐体には、必ずCNC加工が必要です。偽
基本的なエンクロージャーは単純なカットで作ることができるが、CNCは特定の用途のためにカスタム機能を追加する。
押し出し材に取り付けフランジを設計することで、組み立てが簡単になります。真
内蔵フランジにより、余分なブラケットなしでパネルとファスナーを取り付けることができ、部品と時間を削減。
結論
アルミ押出エンクロージャは、自動生産とカスタムの柔軟性を兼ね備えています。押出成形のためにプロファイルを設計し、長さに合わせて切断し、重要な特徴をCNC加工し、保護仕上げを施し、スナップイン取付具と取付機能を設計に組み込みます。その結果頑丈で軽量な筐体は、効率的に製造でき、組み立ても簡単です。




{kind=link}