
Hogyan készül az autóhűtő?
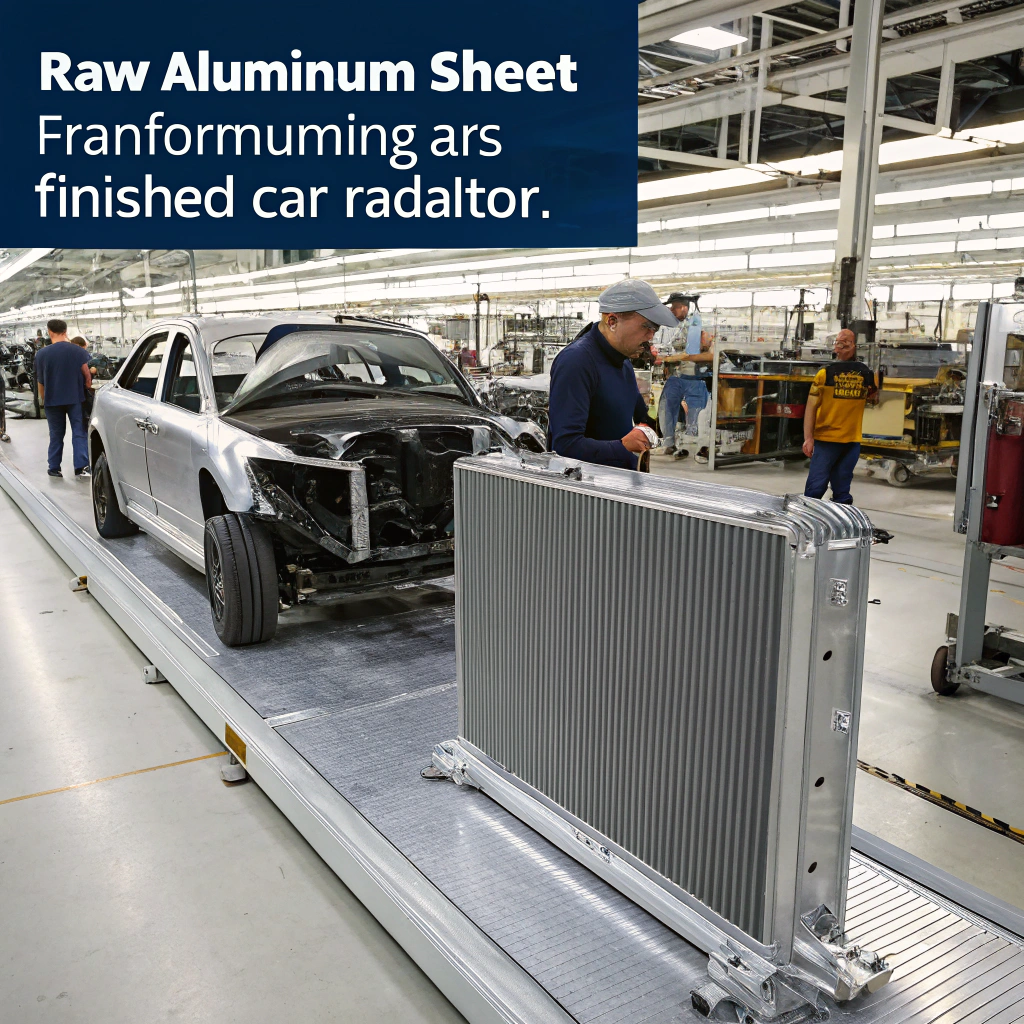
Egyszer láttam, ahogy egy gyárban egy nyers alumíniumlemezből kész autóhűtő lesz. Ez ráébresztett arra, hogy mennyi rejtett mérnöki munka van abban, amire a legtöbb autós nem is gondol.
Az autóhűtő alumíniumból, rézből és műanyagból készül olyan eljárásokkal, mint a préselés, forrasztás, krimpelés és nyomáspróba. Minden egységet úgy terveznek, hogy ellenálljon a hőnek, a nyomásnak és az időnek.
Ami egyszerű fémdoboznak tűnik, az valójában egy összetett, többlépcsős gyártási termék. Hadd mutassam be, miből készül, hogyan gyártják és hogyan rakják össze.
Miből készül az autóhűtő?
Néhány évvel ezelőtt volt egy ügyfelem, aki ragaszkodott ahhoz, hogy minden ipari teherautójához rézhűtő legyen. Megvolt rá az okuk, de akkor rájöttem, hogy nem minden radiátor egyforma.
A legtöbb modern radiátor magja alumíniumból, a tartályok pedig műanyagból készülnek, míg a régebbi vagy nagy teljesítményű modellek rézből vagy sárgarézből készülhetnek.
Közös radiátor anyagok
| Anyag | Alkalmazási terület | Előnyök | Hátrányok |
|---|---|---|---|
| Alumínium | Uszonyok, csövek, magváz | Könnyű, korrózióálló, olcsó | Nehezebb javítani |
| Réz/réz | Nagy teherbírású mag és tartályok | Nagy vezetőképesség, könnyen javítható | Nehezebb, drágább |
| Műanyag | Oldalsó tartályok | Alacsony költség, könnyű formázás | Idővel nem hőálló |
| Acélötvözetek | Speciális vagy egyedi egységek | Erős és tartós | Magas költség, alacsony hőátadás |
Az alumínium jelenleg a domináns anyag, mivel egyensúlyban van a költség, a súly és a hővezető képesség. A műanyag tartályok csökkentik a költségeket, de szélsőséges hőségben kevésbé tartósak lehetnek.
A réz radiátorok könnyebbek, mint az alumínium radiátorok.Hamis
A réz radiátorok a fém sűrűsége miatt nehezebbek.
A hűtőtartályokhoz általában műanyagot használnak.Igaz
A modern radiátorok gyakran fröccsöntött műanyagot használnak az oldalsó tartályokhoz.
Hogyan kell gyártani a radiátorokat?
Amikor bejártam az egyik beszállító Zhejiangban található létesítményét, meglepett az automatizáltság szintje: vágás, formázás, forrasztás - mindez óramű pontossággal sorakozott fel.
A radiátorok gyártása fémpréseléssel, cső- és lamellaképzéssel, magtömörítéssel, kemencében történő forrasztással, tartályösszeszereléssel és végső teszteléssel történik.

Gyártási folyamat magyarázata
1. Anyagvágás
Az alumíniumlemezeket csövek és lamellák számára csíkokra vágják.
2. Uszony és cső formázás
A gépek bordákat préselnek ki és hengereken vagy préseken keresztül csöveket formáznak.
3. Mag összeszerelése
A csövek és lamellák váltakozó sorokban vannak egymásra rétegezve, hogy sűrű hőcserélő felületet hozzanak létre.
4. Kemencében forrasztás
Ezt az egymásra helyezett "magot" egy nitrogénnel töltött kemencében 600°C-on forrasztják, hogy az összes alkatrész egyetlen szilárd egységgé kapcsolódjon össze.
5. Tartálygyártás
A műanyag tartályokat fröccsöntéssel öntik; a réztartályokat forrasztással vagy kézzel alakítják ki.
6. Összekötés és tömítés
A tartályokat a mag mindkét végéhez krimpelő berendezéssel és tömítésekkel rögzítik a szivárgásmentes tömítés biztosítása érdekében.
7. Felületi bevonat
Az összeszerelt radiátort szükség esetén korróziógátló oldatba permetezik vagy mártják.
8. Szivárgás- és nyomásvizsgálat
Minden egyes radiátor egy végső vizsgálaton esik át levegővel vagy folyadékkal a mikroszivárgások kimutatására.
Termelési lépések táblázat
| Színpad | Kulcsfontosságú tevékenység |
|---|---|
| Sheet Preparation | Alumínium vágása meghatározott szélességre |
| Alkatrész formázás | Bélyegzőbordák és tekercscsövek |
| Core Stacking | Váltakozó lamellás-csöves szerkezet építése |
| Forrasztás | Darabok ragasztása magas hőfokon működő kemencében |
| Összeszerelés | A tartályok rögzítése és a végek lezárása |
| Tesztelés | Nyomásállóság megerősítése |
A keményforrasztást a magszerkezet végleges összeolvasztására használják.Igaz
A forrasztás szilárd, zárt hőcserélő szerkezetet hoz létre.
A műanyag tartályok az alumínium maghoz vannak ragasztva.Hamis
A műanyag tartályokat mechanikusan krimpelik és tömítik, nem ragasztják.
Hogyan szerelik össze a radiátorokat?
Amikor a munkásokat figyeltem a végső összeszerelősoron, egy dolgot vettem észre: a pontosságot. Akár 1 mm eltérés is szivárgást vagy meghibásodást okozhat a helyszínen.
A radiátorok összeszerelése a forrasztott mag és a tartályok összekötésével történik, krimpelőgépek segítségével, tömítőtömítésekkel és nyomás alatti szivárgásvizsgálattal.

Kulcsfontosságú gyülekezési szakaszok
1. lépés: Magvizsgálat
A forrasztott magot lehűtik, ellenőrzik és a biztonság kedvéért lecsiszolják.
2. lépés: A tartály igazítása
A műanyag vagy fémtartályokat a mag mindkét oldalán lévő gyűjtőcsövekre helyezik.
3. lépés: krimpelés
A tartályokat mechanikusan rápréselik a magra, így a tömítések rögzülnek, és zárt szerkezetet alkotnak.
4. lépés: Tesztelés
A radiátorok olyan nyomástartó berendezésekhez vannak csatlakoztatva, amelyek levegőt vagy vizet fecskendeznek be, hogy az üzemi nyomás legalább 1,5-szeresét bírják.
5. lépés: Címkézés és csomagolás
Az összes vizsgálaton megfelelt egységeket vonalkóddal látják el, védőborítóval csomagolják, és szállításhoz dobozolják.
Felhasznált eszközök és gépek
| Szerszám | Funkció |
|---|---|
| Krimpelőgép | Mechanikusan rögzíti a tartályokat a maghoz |
| Szivárgásvizsgáló | Belső vagy varratszivárgások ellenőrzése |
| Kemence (korábban) | Magképzés közbeni forrasztást végez |
Az összeszerelés az, ahol minden összeáll. Ha helyesen végezzük el, a radiátor évekig kitart a stressz, a hő és a rezgés alatt.
A krimpelést a műanyag tartályok alumíniummaghoz való rögzítésére használják.Igaz
A krimpelés szoros mechanikai zárral rögzíti a tartályt a maghoz.
A hűtőmagokat epoxival ragasztják össze.Hamis
A magokat magas hőmérsékletű kemencében forrasztják, nem ragasztják.
Mi a folyamat egy autóhűtő esetében?
Amikor az ügyfelek a gyártási idővel kapcsolatban kérdeznek, mindig elmagyarázom, hogy ez nem csak egy gép, hanem egy sor művelet, amelyeknek szinkronban kell működniük.
A teljes folyamat magában foglalja a vágást, a formázást, az egymásra helyezést, a forrasztást, a tartályok beszerelését, a nyomáspróbát és a végső csomagolást.

A radiátorgyártási folyamat összefoglalása
| Folyamat lépés | Leírás |
|---|---|
| Anyag előkészítés | Alumíniumlemezek és műanyag granulátum előkészítve |
| Uszony/cső formázás | Az uszonyok préseltek; a csövek hengereltek vagy extrudáltak. |
| Mag-összeszerelés | Csövek és uszonyok rétegezése |
| Forrasztó kemence | A hő összekapcsolja az összes központi alkatrészt |
| Tartálygyártás | Fröccsöntőforma vagy fémforma |
| Krimpelő szerelvény | A forrasztott magra rögzített tartályok |
| Nyomásvizsgálat | Az egységet szivárgás és tartósság szempontjából tesztelték |
| Végső csomagolás | Címkézés, dobozolás és logisztikai előkészítés |
Így születik meg egy nagyteljesítményű autóhűtő - a nyers tekercsből a precíziós hűtőrészig -, amely még a legforróbb napokon is képes kezelni a motor hőjét.
A radiátorokat az összes alkatrész forrasztása vagy formázása után szerelik össze.Igaz
Csak a forrasztás és a formázás befejezése után kezdődik az összeszerelési folyamat.
A radiátorok a gyártás felgyorsítása érdekében kihagyják a nyomáspróbát.Hamis
Minden radiátornak nyomáspróbán kell átesnie, mielőtt a szállításra jóváhagyják.
Következtetés
Az autóhűtők többlépcsős, precíziós folyamat során készülnek, amely a nyers alumíniumot és műanyagot megbízható, nagy teljesítményű hűtőrendszerré alakítja. Minden egyes fázis - a formázástól a tesztelésig - biztosítja a tartósságot és a hatékonyságot az utakon.




{kind=link}