
Voidaanko jäähdytyselementti työstää ±0,1 mm:n toleranssilla?

Onko sinulla koskaan ollut jäähdytyselementtiä, joka vain melkein sopiva, mutta ei aivan? Toleransseilla on merkitystä - paljon. Joissakin malleissa jopa 0,2 mm:n poikkeama voi pilata kontaktin tai lohkon kokoonpanon.
Kyllä, useimmat alumiiniset jäähdytyslevyt voidaan työstää ±0,1 mm:n toleranssiin tavanomaisilla CNC-prosesseilla, erityisesti kriittisillä pinnoilla.
Tutustutaan tarkemmin siihen, mitä tämä todella tarkoittaa, miten se tehdään ja missä ovat rajat alumiinisten jäähdytyslevyjen kanssa työskenneltäessä.
Millä prosesseilla varmistetaan jäähdytyslevyjen tiukka työstötoleranssi?
Tiukkojen toleranssien työstössä ei ole kyse vain leikkuutyökalusta. Siihen kuuluu koko ketju materiaalin esivalmistelusta lopputarkastukseen.
Lämmönsiirtimien tiukkojen toleranssien työstö perustuu CNC-jyrsintään, tarkkoihin kiinnityksiin, valvottuihin ympäristöihin ja monivaiheiseen kalibrointiin.

Tässä ovat tärkeimmät vaiheet ja käytetyt tekniikat:
Tarkkuuskoneistusmenetelmät
| Prosessi | Toleranssialue | Hakemus |
|---|---|---|
| CNC-jyrsintä | ±0,05-0,10 mm | Useimmat tasaiset ja rakenteelliset pinnat |
| Lanka EDM | ±0,01-0,05 mm | Harvinainen jäähdytyslevyjen osalta; monimutkaiset profiilit |
| Pinnan hionta | ±0,01-0,03 mm | Tasaisuuskriittiset alustat |
| Timantin sorvaus | ±0,005 mm | Optiset tai erittäin tasaiset pinnat |
Tukitekniikat
- Laadukkaat kalusteet estää tärinää ja siirtymiä.
- Jäähdytysnesteen säätö säilyttää lämpöstabiiliuden.
- Moniakseliset CNC-järjestelmät mahdollistavat paremman kulma- ja yhdistelmätoleranssin hallinnan.
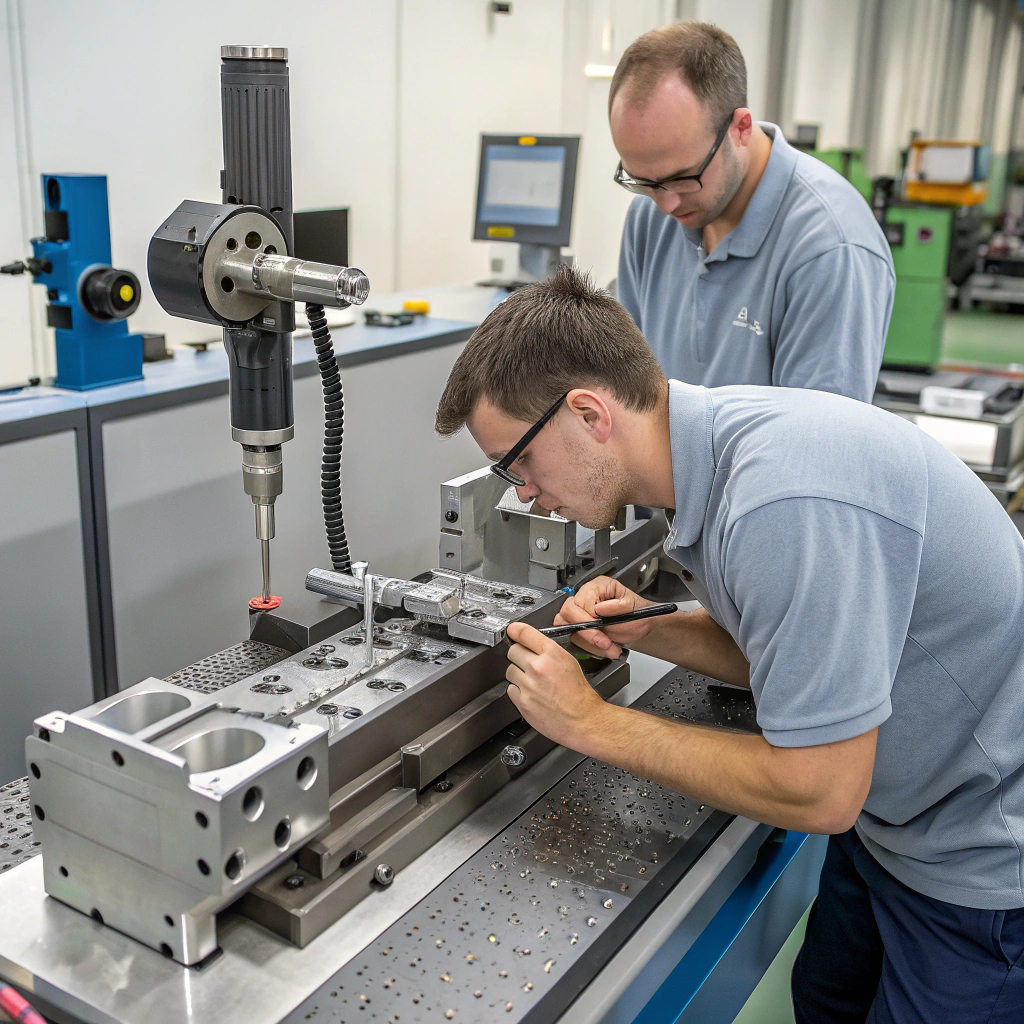
Toimitimme kerran erän räätälöityjä prosessorin jäähdytyslevyjä, joiden kiinnitysalustan piti olla ±0,05 mm tasainen 80 mm:n matkalla. Pinnan hionta ja CMM-tarkastus vaativat kolminkertaista tarkistusta, mutta lopputulos oli täydellinen istuvuus ja 20% pienempi kosketusresistanssi.
CNC-työstöllä voidaan saavuttaa ±0,1 mm:n toleranssi jäähdytyslevyissä valvotuissa olosuhteissa.Totta
Tavallisilla 3- ja 5-akselisilla CNC-ohjausyksiköillä pystytään tällaisiin toleransseihin.
Jäähdytyselementtien pintoja ei voida työstää ±1,0 mm:n toleranssia paremmin.False
Nykyaikaisilla CNC-laitteilla saavutetaan paljon tiukemmat toleranssit.
Onko ±0,1 mm:n toleranssi käyttökelpoinen suurille profiileille?
Mitä suurempi osa on, sitä vaikeampi on pitää tiukkoja toleransseja. Vääntymisellä, tärinällä ja työkalun ajautumisella alkaa olla enemmän merkitystä.
Kyllä, ±0,1 mm:n toleranssi on mahdollinen suurille profiileille, mutta se edellyttää monivaiheista työstöä, huolellista kiinnitystä ja työstön jälkeistä tarkastusta.
Mikä tekee suurista osista haastavia
| Tekijä | Ongelma |
|---|---|
| Pituus | Enemmän lämpölaajenemista |
| Tasaisuus | Vaikea pitää pohja tasaisena |
| Jäykkyys | Suurempi riski, että laite pätkii tai taipuu |
| Kiinnitys | Voi aiheuttaa sisäistä stressiä |
Ratkaisut
- Pitkien osien jakaminen segmentteihin työstöä varten
- Käytä vertailureunat ja nollapisteen kohdistaminen
- Koneistetaan molemmista päistä tarkkuusjigejä käyttäen
- Anna osien lepää/vakauta ennen viimeistelyä
- Tarkista prosessin puolivälissä CMM:llä tai mittakellomittareilla
Työskentelimme 500 mm leveän jäähdytyselementin parissa teollisille LED-massoille. ±0,1 mm:n tasaisuuden säilyttäminen pohjassa vaati kolme toimenpidettä, mukaan lukien lämpölepoajat ja pinnan läpivienti.
Tiukka toleranssi voidaan saavuttaa jopa suurissa jäähdytyselementtiprofiileissa oikeilla prosesseilla.Totta
Oikea koneen asennus, lämmönsäätö ja kiinnitys mahdollistavat tämän.
Suuret jäähdytyslevyt eivät kokonsa vuoksi voi koskaan täyttää tiukkoja toleransseja.False
Se on vaikeaa, mutta ei mahdotonta huolellisella työstöllä.
Mitä työkaluja käytetään jäähdytyselementtien toleranssien tarkistamiseen?
Tiukkojen toleranssien mittaaminen on yhtä tärkeää kuin niiden tekeminen. Jos et voi todentaa ±0,1 mm:n tarkkuutta, et voi vaatia sitä.
Jäähdytyselementtien toleranssit tarkistetaan käyttämällä sormitinta, mikrometriä, korkeusmittaria, koordinaattimittauskonetta (CMM) ja pinnan tasaisuusmittareita.
Työkalut ja niiden käyttötapaukset
| Työkalu | Tarkkuus | Hakemus |
|---|---|---|
| Vertailusakselit | ±0,02 mm | Pituuden, leveyden ja aukon mitat |
| Mikrometrit | ±0,01 mm | Pienet paksuudet tai askelkorkeudet |
| Korkeusmittarit | ±0,01 mm | Syvyys- ja profiilivaiheiden erot |
| Dial-ilmaisin | ±0,001 mm | Juoksevuus tai tasaisuus |
| CMM (3D) | ±0,001-0,005 mm | High-end-ulotteinen kartoitus |
| Pintalevy + mittalohko | ±0,002 mm | Pohja-alueiden tasaisuustarkastukset |
Käytämme graniittipintalevyjä ja korkeusmittareita suurten puristettujen kappaleiden vääntymisen testaamiseen. Tiiviissä ontelotöissä käytämme Mitutoyo CMM -mittalaitetta 3D-kartoitusta varten.
Koordinaattimittauskoneita (CMM) käytetään jäähdytyslevyjen tiukkojen toleranssien tarkistamiseen.Totta
Ne tarjoavat tarkkoja 3D-mittauksia mikronin tarkkuudella.
Viivaimet ja mittanauhat riittävät ±0,1 mm:n toleranssin tarkistamiseen.False
Tällainen toleranssitaso edellyttää erikoistuneita tarkkuusmittareita.
Miten laatua valvotaan mikrotason tarkkuudella?
Pienetkin virheet tuotannon aikana voivat tuhota tiukat toleranssit. Laadunvalvonta mikrometrin mittakaavassa tarkoittaa täydellistä prosessikuria.
Mikronitason laatua hallitaan kalibroiduilla koneilla, vakaalla ympäristöllä ja monivaiheisella tarkastuksella.
Laadunvarmistuksen työnkulku
-
Materiaalin valvonta
Tarkastamme saapuvan materiaalin mitat ja kovuuden. -
Työkalun kalibrointi
Kaikki CNC- ja tarkastustyökalut kalibroidaan kuukausittain. -
Lämmönhallinta
Työstö tapahtuu lämpötilavalvotuissa tiloissa. -
Käynnissä olevat tarkastukset
Työntekijät tarkistavat mitat karhennuksen jälkeen ja ennen viimeistelyä. -
Lopputarkastus
Jokainen erä käydään läpi laadunvarmistuksen tarkistuslistan käyttäen mikrometrejä ja CMM:ää. -
Dokumentaatio
Kirjaamme jokaisen mittauksen jäljitettävyyttä varten.
Näytteen laadunvalvontataulukko
| Vaihe | Tarkastustyökalu | Taajuus | Läpäisyperusteet |
|---|---|---|---|
| Pohjan tasaisuus | Graniitin asteikkomittari | Joka 10 kpl | ≤0,08 mm |
| Asennusreiät | Korkeusmittari | 100% | ±0,05 mm |
| Pinnan viimeistely | Visuaalinen + testikortti | Satunnainen | Ra ≤ 1,6 µm |
| Profiilin paksuus | Mikrometri | 100% | ±0,1 mm |
Kun valmistimme jäähdytyslevyjä japanilaiselle EV-valmistajalle, meidän oli pidettävä ±0,03 mm:n reikävälit 250 mm:n pituudella. Tämä edellytti automaattista tarkistusta 5 osan välein ja korjaavia offset-ohjelmia CNC-ohjelmassa.
Mikronitason toleranssin ylläpitäminen edellyttää työkalujen kalibrointia, vakaita ympäristöjä ja prosessin aikaista tarkastusta.Totta
Kaikkia työstövaiheita ja laadunvalvontaa on valvottava tiukasti.
Mikronitason toleranssi voidaan säilyttää ilman säännöllistä tarkastusta tai ympäristön valvontaa.False
Pienetkin lämpö- tai työkaluvirheet voivat pilata tällaisen tarkkuuden.
Päätelmä
Alumiinisten jäähdytyslevyjen tiukat toleranssit ovat täysin saavutettavissa - jopa ±0,1 mm:n tarkkuudella tai paremmin. Se edellyttää kuitenkin oikeita työkaluja, ammattitaitoisia käyttäjiä ja tiukkaa valvontaa jokaisessa vaiheessa. Kysy valmistajaltasi, mitä he voivat taata ja miten he mittaavat sen.




{kind=link}