
Miten suulakepuristustuotantoprosessia käytetään teollisuuden alumiiniprofiileissa?

Oletko koskaan miettinyt, miten teolliset alumiiniprofiilit valmistetaan tarkasti?
Teollisten alumiiniprofiilien suulakepuristusprosessissa alumiinitankoja kuumennetaan, ne työnnetään muotin läpi tietyn muotoisiksi ja käsitellään sitten kestävyyden parantamiseksi. Keskeisiä tekijöitä ovat lämpötilan säätö, suulakepuristusnopeus ja materiaalivalinta.
Vaikka perusprosessi saattaa vaikuttaa suoraviivaiselta, alumiinin suulakepuristamisen hallitseminen edellyttää monimutkaisten teknisten tekijöiden ja tarkkojen valvontatoimenpiteiden ymmärtämistä. Tutustutaanpa syvällisemmin tämän kiehtovan valmistusmenetelmän jokaiseen vaiheeseen.
Raaka-aineen valinta vaikuttaa alumiiniprofiilin laatuun.Totta
Oikeiden raaka-aineiden valinta vaikuttaa seoksen koostumukseen ja epäpuhtaustasoihin, mikä vaikuttaa tuotteen laatuun.
Mikä rooli raaka-aineen valinnalla on alumiinin suulakepuristuksessa?
Raaka-aineen valinta on alumiinin suulakepuristuksessa ratkaisevan tärkeää, sillä se vaikuttaa laatuun, tehokkuuteen ja lopputuotteen suorituskykyyn.
Oikeiden raaka-aineiden valinta alumiinin suulakepuristamiseen vaikuttaa seoksen koostumukseen, epäpuhtaustasoihin ja puristamisen kokonaislaatuun. Valinta määrää lopullisen profiilin fyysiset ominaisuudet, kestävyyden ja suorituskyvyn, joten se on kriittinen vaihe valmistusprosessissa.

Alumiiniseosten ymmärtäminen
The alumiiniseosten valinta1 on suulakepuristusprosessin perusvaihe. Jokainen seos koostuu erilaisista elementeistä, jotka määrittävät sen lujuuden, sitkeyden ja korroosionkestävyyden. Esimerkiksi 6063-seosta suositaan sen erinomaisen suulakepuristettavuuden ja pintakäsittelyn vuoksi. Magnesiumin ja piin kaltaisten alkuaineiden erityinen yhdistelmä vaikuttaa mekaanisten ominaisuuksien lisäksi myös siihen, miten helposti metalli voidaan muotoilla monimutkaisiin muotoihin.
Epäpuhtaudet: Näkymätön vaikutus
Raaka-aineiden aktiiviset epäpuhtaudet voivat vaikuttaa merkittävästi suulakepuristustulokseen. Jopa pienetkin määrät elementtejä, kuten rautaa tai kuparia, voivat muuttaa alumiinin ominaisuuksia ja vaikuttaa sen väriin, kestävyyteen ja jopa rakenteelliseen eheyteen. Näin ollen epäpuhtauksien pitäminen alhaisella tasolla on olennaisen tärkeää korkealaatuisten puristettujen tuotteiden tuottamiseksi.
Sulan ylikuumeneminen ja jäähdytys
Sulan ylikuumenemislämpötila on ratkaisevassa asemassa määritettäessä, kuinka hyvin materiaali virtaa suulakepuristuksessa. Lämpötila on kalibroitava huolellisesti sen varmistamiseksi, että alumiini on riittävän muokattavissa muuttumatta kuitenkaan liian juoksevaksi. Lisäksi jäähdytysnopeus suulakepuristamisen jälkeen vaikuttaa alumiinin mikrorakenteeseen, mikä vaikuttaa sen lujuuteen ja kovuuteen.
Seoksen koostumus ja ekstruusioprosessi
Seoksen koostumuksen valinnassa on otettava huomioon lopputuotteen halutut ominaisuudet. Teollisiin sovelluksiin, joissa vaaditaan suurta lujuutta ja hyvää pintakäsittelyä, valitaan seokset, joissa on tietty magnesiumin ja piin suhde. Nämä koostumukset mahdollistavat paremmat mekaaniset ominaisuudet ja paremman pinnan estetiikan ekstruusion jälkeen.
Käytännön näkökohtia materiaalin valinnassa
Alumiinipuristamiseen käytettäviä raaka-aineita valitessaan valmistajien on otettava huomioon muun muassa kustannukset, saatavuus ja ympäristövaikutukset. Näiden näkökohtien ja teknisten vaatimusten tasapainottaminen takaa kestävän ja taloudellisesti elinkelpoisen tuotantoprosessin. Lisäksi kierrätysteknologian kehittyminen on mahdollistanut sekundäärisen alumiinin käytön laadusta tinkimättä, mikä korostaa kestävien käytäntöjen merkitystä materiaalivalinnoissa.
6063-seosta suositaan puristettavuuden vuoksi.Totta
6063-seos tunnetaan erinomaisesta puristettavuudesta ja pintakäsittelystä.
Epäpuhtauksilla ei ole vaikutusta suulakepuristuksen laatuun.False
Epäpuhtaudet voivat muuttaa väriä, kestävyyttä ja rakenteellista eheyttä.
Miten lämpötilan säätö vaikuttaa ekstruusioprosessiin?
Lämpötilan säätö on keskeinen osa suulakepuristusprosessia, sillä se vaikuttaa kaikkeen tuotteen laadusta tuotannon tehokkuuteen. Tutustu siihen, miten tarkka lämpötilanhallinta voi ratkaista teollisten alumiiniprofiilien menestyksen.
Lämpötilan säätö suulakepuristuksessa varmistaa optimaalisen materiaalivirran, mikä vaikuttaa tuotteen laatuun ja tehokkuuteen. Oikea lämmönhallinta suulakepuristamisen aikana on elintärkeää seoksen ominaisuuksien säilyttämiseksi, haluttujen muotojen saavuttamiseksi ja mekaanisen lujuuden lisäämiseksi.

Lämpötilan merkitys ekstruusiossa
The suulakepuristusprosessi2 on erittäin herkkä lämpötilan muutoksille. Epäsäännölliset lämpötilat voivat aiheuttaa vikoja, kuten halkeilua, pintapuutteita tai epätäydellistä puristamista. Esimerkiksi suulakepuristuslämpötila vaikuttaa merkittävästi esimerkiksi mekaaniset ominaisuudet3 lopputuotteesta. Säilyttämällä tasainen lämpötila valmistajat varmistavat, että alumiini virtaa tasaisesti muotin läpi ja tuottaa tasaisia profiileja.
Lämpötila ja materiaalivirta
Puristusprosessissa alumiini kuumennetaan muokattavaksi, ennen kuin se työnnetään muotin läpi. Jos lämpötila on liian alhainen, alumiini saattaa vastustaa virtausta, jolloin tarvitaan enemmän voimaa ja laitteisto voi vahingoittua. Jos taas lämpötila on liian korkea, se voi aiheuttaa muotin liiallista kulumista ja vaarantaa alumiinin rakenteellisen eheyden. Täsmällinen lämpötilan säätö takaa siis tasaisen materiaalivirtauksen ja vähentää koneiden kulumista.
Jäähdytysnopeus ja sammutus
Puristamisen jälkeen nopea jäähdytys tai sammuttaminen on välttämätöntä, jotta alumiinin halutut mekaaniset ominaisuudet säilyvät. Jäähdytysnopeutta on valvottava huolellisesti. Esimerkiksi 6063-seos hyötyy vähintään 38 °C:n jäähdytysnopeudesta minuutissa optimaalisen kovuuden ja lujuuden saavuttamiseksi. Jäähdytysprosessia voidaan hienosäätää esimerkiksi tuulettimien lukumäärän tai nopeuden säätämisellä.
| Lämpötilan säätöelementit | Vaikutus suulakepuristukseen |
|---|---|
| Lämmitys Lämpötila | Varmistaa materiaalin muovattavuuden |
| Die lämpötila | Vaikuttaa pinnan viimeistelyyn ja tarkkuuteen |
| Jäähdytysnopeus | Määrittää lopulliset mekaaniset ominaisuudet |
Ekstruusiolämpötilan hallinta tehokkuuden varmistamiseksi
Lämpötila vaikuttaa myös tuotannon tehokkuus4. Optimaalisten lämpötilojen ylläpitäminen voi lyhentää jaksoaikoja ja lisätä läpimenoaikaa, mikä johtaa kustannussäästöihin. Tehokas lämpötilan säätö minimoi energiankulutuksen vähentämällä tarpeettomia uudelleenlämmitys- tai jäähdytysvaiheita.
Lisäksi ymmärtämällä ja ottamalla käyttöön tarkat lämpötilansäädöt valmistajat voivat pidentää muotin käyttöikää ja vähentää siten vaihtokustannuksia ja seisokkiaikoja.
Todellisen maailman sovellus
Tarkastellaan skenaariota, jossa lämpötilan vaihtelut ovat yleisiä ympäristötekijöistä tai laitteiden rajoituksista johtuen. Kehittyneiden seurantajärjestelmien käyttöönotto voi auttaa havaitsemaan poikkeamat nopeasti ja säätämään parametreja reaaliaikaisesti, mikä takaa tasaisen laadun kaikissa erissä. Tällaiset teknologiat ovat elintärkeitä ympäristöissä, joissa tarkkuus ja yhdenmukaisuus ovat ehdottoman tärkeitä.
Epäyhtenäiset suulakepuristuslämpötilat aiheuttavat vikoja.Totta
Lämpötilan vaihtelut aiheuttavat halkeilua, pintapuutteita tai epätäydellistä puristamista.
Korkeat suulakepuristuslämpötilat vähentävät muotin kulumista.False
Liiallinen kuumuus lisää muotin kulumista ja vaarantaa alumiinin rakenteellisen eheyden.
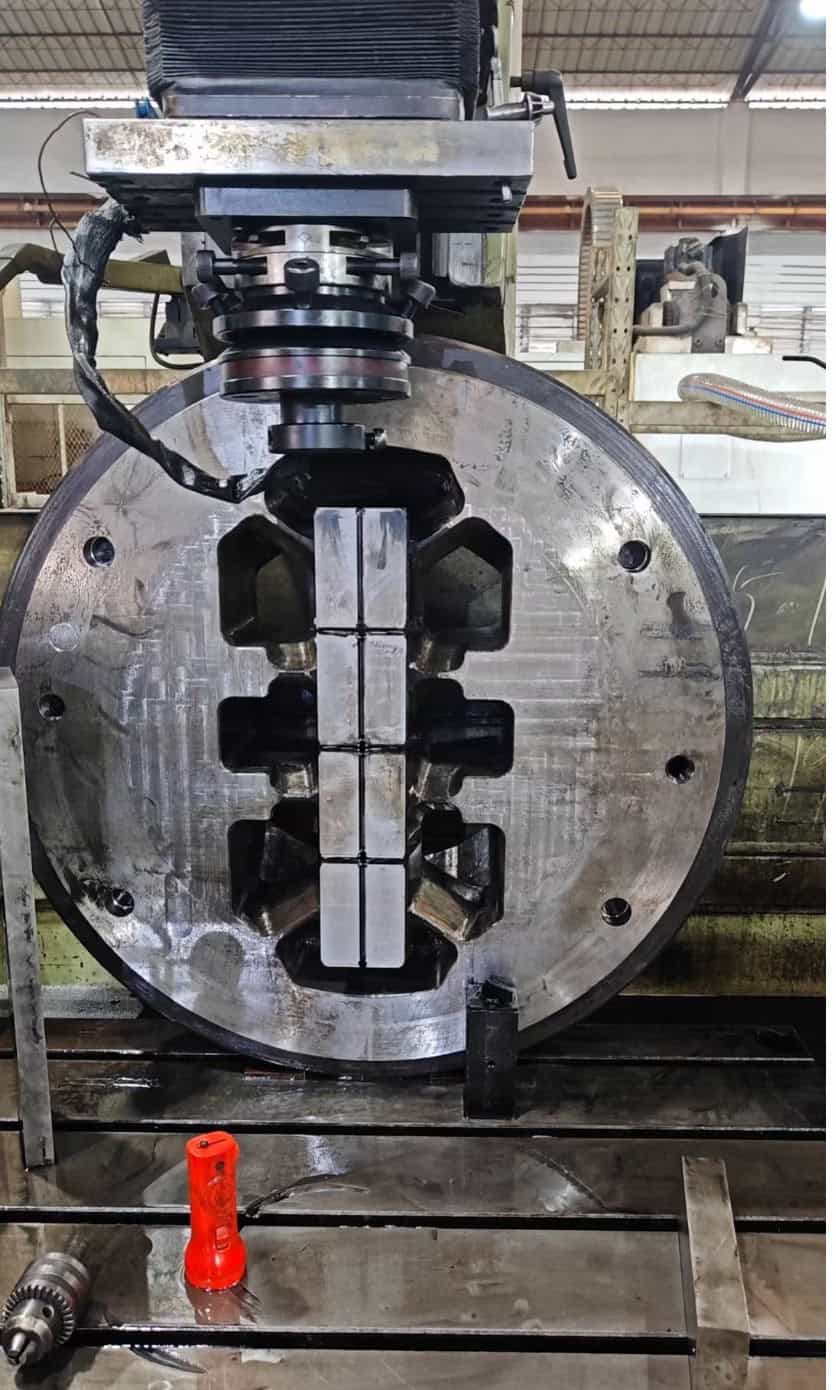
Miksi muottien suunnittelu on ratkaisevaa alumiiniprofiilien tuotannossa?
Oletko koskaan miettinyt, miksi tarkka muottien suunnittelu on ratkaisevan tärkeää huippuluokan alumiiniprofiilien luomisessa? Tutustu siihen, miten se vaikuttaa tuotannon laatuun ja tehokkuuteen.
Muottien suunnittelu on ratkaisevan tärkeää alumiiniprofiilien tuotannossa, koska se takaa tarkat suulakepuristusmuodot, parantaa tuotteen laatua ja minimoi tuotantovirheet. Oikeanlainen muotoilu helpottaa tasalaatuisuutta, kestävyyttä ja kustannustehokkuutta mahdollistamalla tehokkaan materiaalivirran ja vähentämällä virheitä.
Muotin suunnittelun rooli alumiiniprofiilien muotoilussa
Muotit ovat alumiiniprofiilien tuotannon selkäranka, joka vastaa raakalumiinin muokkaamisesta tiettyihin muotoihin. Prosessi alkaa alumiinitankojen lämmittämisellä ennen niiden työntämistä muotin läpi. räätälöity muotti5 joka määrää lopullisen profiilin poikkileikkauksen. Tarkka muotti ei ainoastaan takaa tarkkoja mittoja vaan myös optimoi materiaalivirran ja minimoi jätteen määrän.
Hyvin suunnitellussa muotissa otetaan huomioon lämpölaajeneminen ja supistuminen, mikä takaa lopputuotteen vakauden ja tasalaatuisuuden. Ottamalla huomioon mahdolliset jännityskohdat valmistajat voivat ehkäistä halkeamia ja muita rakenteellisia vikoja suulakepuristamisen aikana.
Materiaalit ja kovuus: Avaimet muotin pitkäikäisyyteen
Oikean materiaalin ja kovuuden valinta muottiin on ensiarvoisen tärkeää. Materiaalien on kestettävä korkeita lämpötiloja ja paineita ilman, että ne deformoituvat tai kuluvat nopeasti. Esimerkiksi terässeokset ovat usein suositeltavia, koska niiden kestävyys ja kestävyys6 käyttää.
Muotin kovuudella on myös ratkaiseva merkitys pintavikojen, kuten naarmujen, estämisessä. Tarvitaan tasapainoa; liian kovat materiaalit voivat haurastua, kun taas pehmeämmät saattavat kulua nopeammin, mikä vaikuttaa muotin tarkkuuteen ajan myötä.
Huolto: Kunnossapito: Ennaltaehkäisevä lähestymistapa
Säännöllinen kunnossapito on elintärkeää muotin käyttöiän pidentämiseksi ja tuotteen laadun säilyttämiseksi. Siihen kuuluu säännöllinen puhdistus sellaisten jäämien poistamiseksi, jotka voivat muuttaa profiilin pintakäsittelyä. Mahdollisten vaurioiden varhainen havaitseminen ja korjaaminen estävät tuotannon viivästymistä ja kalliita seisokkeja.
Toteutetaan järjestelmällinen huoltosuunnitelma7 auttaa tunnistamaan pienet ongelmat ennen niiden laajenemista ja varmistaa näin tuotannon jatkuvan tehokkuuden.
Tapaustutkimus: Tehokkuus muotti-innovaatioiden avulla
Eräs valmistaja on siirtynyt perinteisistä muoteista kehittyneisiin 3D-tulostettuihin malleihin. Tämä muutos mahdollisti monimutkaisemmat profiilit ja vähensi merkittävästi materiaalihukkaa optimoimalla virtausreitit muotin sisällä. Alkuinvestoinnit teknologiaan kompensoitiin raaka-aineiden säästöillä ja lisääntyneellä läpimenolla, mikä osoittaa, miten innovointi muottien suunnittelussa voi vaikuttaa suoraan tehokkuuteen.
Kun tarkastellaan näitä ulottuvuuksia, on selvää, että muottien suunnittelu ei ole vain yksi vaihe prosessissa vaan alumiiniprofiilien valmistuksen kulmakivi.
Muotin suunnittelu vaikuttaa alumiiniprofiilin laatuun.Totta
Tarkat muotit varmistavat tarkat puristemuodot ja parantavat tuotteen laatua.
Terässeokset eivät sovellu suulakepuristusmuottiin.False
Terässeoksia suositaan niiden kestävyyden ja kulutuskestävyyden vuoksi.
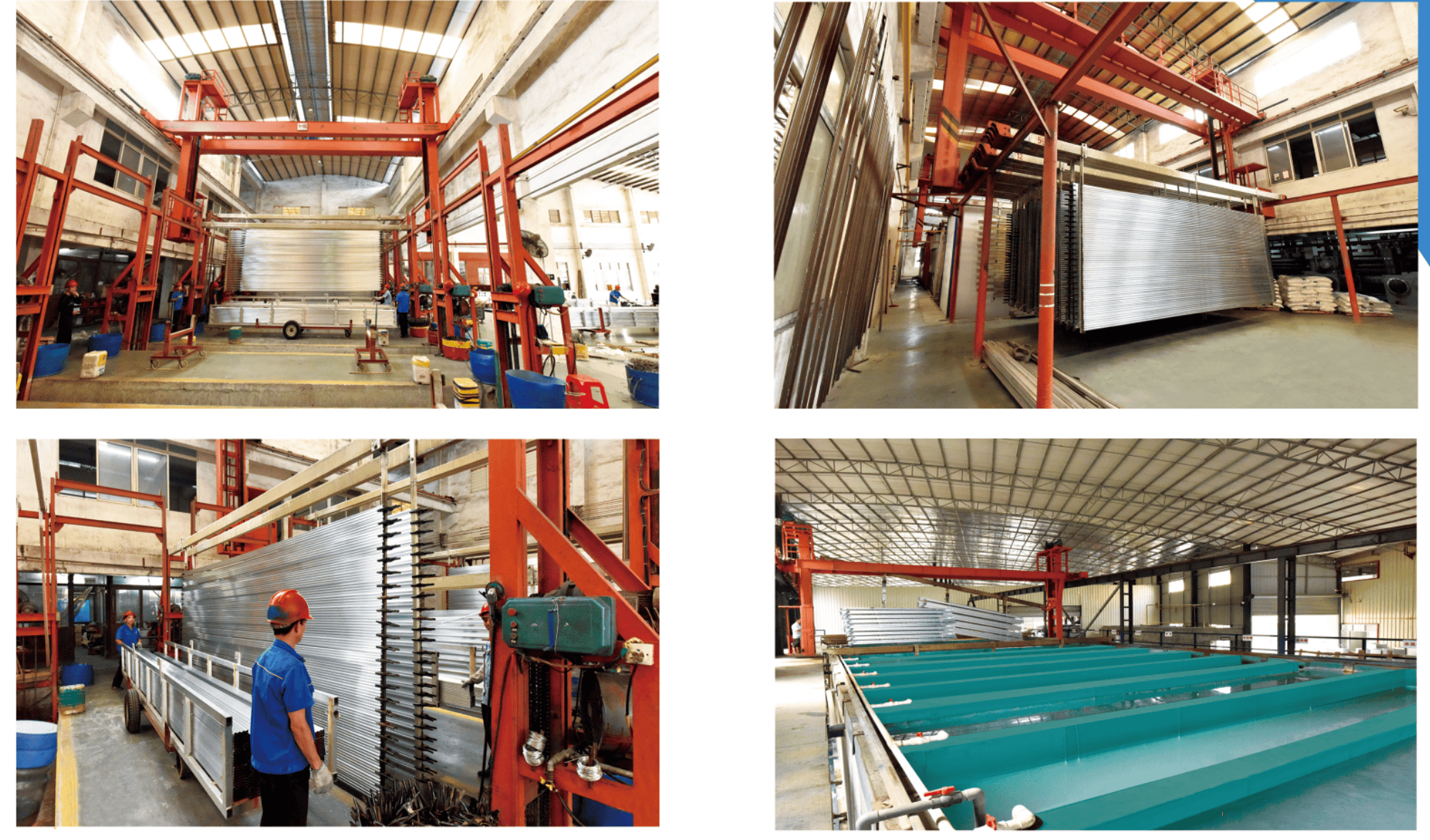
Mitkä ovat vaiheet pintakäsittelyn alumiini profiilit?
Alumiiniprofiilien muokkaaminen on muutakin kuin pelkkää muotoilua; pintakäsittelyllä varmistetaan kestävyys ja esteettisyys.
Alumiiniprofiilien pintakäsittelyyn kuuluvat hiekkapuhallus, esikäsittely, rasvanpoisto, syövytys, hapetus ja tiivistys suorituskyvyn ja ulkonäön parantamiseksi.
Pintakäsittelyn vaiheiden ymmärtäminen
Alumiiniprofiilien pintakäsittely on kattava prosessi, joka parantaa materiaalin kestävyyttä ja esteettistä laatua. Seuraavassa tarkastellaan yksityiskohtaisesti jokaista tähän kriittiseen vaiheeseen liittyvää vaihetta:
-
Pinnan hiekkapuhallus
Hiekkapuhallus on ensimmäinen vaihe, jossa pinta valmistellaan poistamalla epäpuhtaudet ja luomalla yhtenäinen rakenne. Tässä prosessissa alumiinipinnalle levitetään hioma-aineita, mikä auttaa tasoittamaan epätäydellisyyksiä ja lisäämään tarttuvuutta myöhempiä käsittelyjä varten.
-
Pinnan esikäsittely
Esikäsittelyssä alumiiniprofiili puhdistetaan, jotta saadaan poistettua kaikki epäpuhtaudet, kuten öljyt tai pöly, jotka saattavat haitata jatkokäsittelyä. Tämä vaihe on ratkaisevan tärkeä sen varmistamiseksi, että hapetuksen kaltaiset käsittelyt sitoutuvat tehokkaasti alumiinipintaan.
-
Rasvanpoistoprosessi
Esikäsittelyn jälkeen suoritetaan rasvanpoisto jäännösöljyjen tai voiteluaineiden poistamiseksi. Tässä käytetään yleensä emäksisiä liuoksia, jotka hajottavat rasvan ja varmistavat, että pinta on puhdas ja vastaanottavainen myöhemmille kemiallisille käsittelyille.
-
Happo- ja emäksinen syövytys
Pinnan hienosäätöä jatketaan syövytysprosesseilla. Happosyövytys poistaa ohuen alumiinikerroksen ja paljastaa tuoreen pinnan, kun taas emäksinen syövytys auttaa saavuttamaan satiinipinnan tasoittamalla mikroskooppiset epätasaisuudet.
-
Neutralointiprosessi
Syövytyksen jälkeen neutralointi on välttämätöntä pinnan pH-tason tasapainottamiseksi. Tämä vaihe estää mahdolliset haittavaikutukset hapetusprosessin aikana vakauttamalla alumiinin kemiallisen tilan.
-
Hapetus käsittely
Hapettuminen on ehkä kriittisin vaihe, jossa alumiinin pinnalle muodostuu anodinen kerros. Tämä suojaava oksidikerros parantaa korroosionkestävyyttä ja sitä voidaan värjätä esteettisiin tarkoituksiin.
-
Tiivistysprosessi
Tiivistys lukitsee anodisen kerroksen ja parantaa korroosionkestävyyttä entisestään. Tämä tehdään yleensä upottamalla profiilit kuumaan veteen tai höyryyn, jolloin oksidikerroksen huokoset sulkeutuvat.
-
Lopputarkastus ja laadunvalvonta
Kun kaikki käsittelyt on tehty, perusteellisella tarkastuksella varmistetaan, että profiilit täyttävät laatuvaatimukset sekä ulkonäön että toiminnallisten ominaisuuksien osalta.
Pintakäsittelyprosessi ei ainoastaan paranna alumiiniprofiilien toiminnallisia ominaisuuksia, vaan mahdollistaa myös värin ja tekstuurin räätälöinnin, jolloin ne soveltuvat erilaisiin teollisiin sovelluksiin. Jos haluat lisätietoja näiden prosessien optimoinnista, tutustu oppaaseemme osoitteessa tehokkaat pintakäsittelytekniikat8.
Hiekkapuhallus on alumiinin pintakäsittelyn ensimmäinen vaihe.Totta
Hiekkapuhallus poistaa epäpuhtaudet ja valmistelee pinnan käsittelyä varten.
Tiivistys suoritetaan ennen hapettumista alumiinikäsittelyssä.False
Tiivistys tapahtuu hapetuksen jälkeen anodisen kerroksen lukitsemiseksi.
Päätelmä
Suulakepuristusprosessin hienouksien ymmärtäminen on olennaisen tärkeää, jotta voidaan valmistaa korkealaatuisia alumiiniprofiileja, jotka täyttävät alan standardit.
-
Opi, miten eri seokset vaikuttavat puristamisen tehokkuuteen ja lopputuotteen laatuun.: Seostaminen parantaa alumiinin ominaisuuksia lopputuotteen kannalta sopivammiksi aina lujuuden parantamisesta parempaan hitsattavuuteen. Muokatut alumiiniseokset ...↩
-
Lue, miksi tarkka lämpötilan hallinta on ratkaisevan tärkeää laadukkaan suulakepuristamisen kannalta.: Lämpötila on alumiinin suulakepuristusprosessin tärkein parametri, joka ohjaa tuotantoa, hävikkiä, kustannuksia, laatua ja puristimen käyttöikää.↩
-
Tutustu siihen, miten suulakepuristuslämpötilat muuttavat alumiinin mekaanisia ominaisuuksia.: Lämpötila-alueella 380 °C-410 °C seoksen rakeiden karkeutuminen, lujuus ja plastisuus vähenevät vähitellen puristuslämpötilan noustessa.↩
-
Ymmärrä, miten tehokas lämpötilan säätö lisää tuotannon tehokkuutta..: Lämpötilan säätö suulakepuristuksessa on ratkaisevan tärkeää lopputuotteen tasalaatuisuuden ja laadun varmistamiseksi. Ensisijainen näkökohta on ...↩
-
Ymmärrä, miten räätälöidyt muotit parantavat tarkkuutta ja tehokkuutta..: Muita etuja ovat alumiinin erinomainen hitsattavuus, tyylikäs ulkonäkö, pitkä kestävyys ja ei-magneettinen luonne. Alumiinin suurin ...↩
-
Tutustu kestäviin materiaaleihin, jotka kestävät korkeita suulakepuristuspaineita..: 6061-alumiinia käytetään parhaiten suurissa puhallusmuoteissa, pienen volyymin ruiskuvalumuoteissa ja puristusmuoteissa. Se on samanlainen kuin 6013, mutta hieman tahmeampi.↩
-
Lue, miten kunnossapito ehkäisee kalliita seisokkeja.: 1. Estä suunnittelemattomat seisokit: Säännöllinen kunnossapito on ratkaisevassa asemassa odottamattomien rikkoutumisten ja kalliiden tuotantokatkosten estämisessä. Kun ...↩
-
Tutustu kattaviin menetelmiin alumiiniprofiilin laadun parantamiseksi..: Tässä blogissa käsittelemme alumiinin yleisimpiä pintakäsittelyjä: sublimointi, anodisointi, jauhemaalaus ja märkämaalaus.↩




{kind=link}