
Vaaditaanko jäähdytyselementtien laadunvalvontastandardeja?
Minulla oli kerran projekti, jossa kaikki näytti hyvältä paperilla, mutta jäähdytyselementit pettivät jo varhaisessa vaiheessa. Sen jälkeen aloin ottaa tarkastusstandardit paljon vakavammin. Se muutti kaiken.
Lämmönsiirtimien laadunvalvonnan on katettava mitat, materiaalit, viimeistely ja suorituskyky, jotta ne toimivat oikein ja kestävät pitkään todellisissa olosuhteissa.
Tässä artikkelissa käyn läpi, mitkä tarkastukset varmistavat jäähdytyselementin laadun, miten OEM-valmistajat tarkistavat rakenteellisen tarkkuuden, mitä standardeja sovelletaan ja onko lämpötestaus pakollista.
Mitkä tarkastukset varmistavat jäähdytyselementin laadun?
Kuvittele, että toimitat tuhansia jäähdytyselementtejä ja saat sitten palautetta, että osat eivät sovi tai ne ruostuvat liian nopeasti. Tämä ongelma voidaan välttää oikealla tarkastusprosessilla.
Tehokas jäähdytyselementin tarkastus sisältää materiaalin tarkastukset, mittojen tarkastukset, pinnan viimeistelyn testit ja joskus myös lämpötehon tarkastuksen – useissa tuotannon vaiheissa.

Kun hallinnoin jäähdytyselementtien tuotantotilausta, noudatan monivaiheista tarkastusrutiinia alusta loppuun. Tässä on sen vaiheet:
Vaihe 1: Materiaalin tarkistus
Ensimmäinen vaihe on tarkistaa saapuva alumiiniseos. Jos asiakas on pyytänyt 6063-T5-seosta, mutta erä on valmistettu 6005-seoksesta, mekaaniset ja lämpöominaisuudet eivät vastaa toisiaan. Tarkistan siis materiaalitodistuksen, ja joskus testaamme kovuuden tai tarkistamme kemiallisen koostumuksen.
Vaihe 2: Ensimmäisen tuotteen tarkastus (FAI)
Ennen massatuotantoa suoritamme näytekappaleen täydellisen mittauksen. Mittaamme pituuden, siiven korkeuden, välin, pohjan tasaisuuden, reikien sijainnit ja viimeistelyn laadun. Tämä vaihe antaa meille vertailukohdan lopputuotantoa varten.
Vaihe 3: Prosessin aikaiset tarkastukset
Kun osat puristetaan, leikataan tai koneistetaan, mittaamme tietyin väliajoin tiettyjä ominaisuuksia, kuten siipien mitat, reikien kohdistuksen ja pohjan tasaisuuden. Pinnan osalta tarkistamme naarmujen, anodisoinnin väriongelmien tai mahdollisten purseiden esiintymisen.
Vaihe 4: Lopullinen tarkastus
Ennen pakkaamista tarkastamme valitut näytteet tai jopa 100% tilauksesta asiakkaan vaatimusten mukaan. Tarkistamme mitat uudelleen, varmistamme, että pinnoitteet täyttävät paksuuden vaatimukset, ja tarkistamme mekaaniset yksityiskohdat, kuten kierteitetyt reiät tai urat.
Vaihe 5: Testaa dokumentaatio
Laadimme tarkastusraportit, joissa esitetään tulokset. Niihin sisältyvät mittaustiedot, eränumerot, käytetyt tarkastusvälineet ja joskus valokuvat. Tämä luo vastuullisuuden ketjun ja auttaa jäljittämään mahdolliset tulevat laatuongelmat niiden lähteelle asti.
Taulukko: Tarkastusvaiheiden yhteenveto
| Vaihe | Käyttötarkoitus | Tärkeimmät tarkastukset |
|---|---|---|
| Materiaali | Varmista oikea metalliseos | Sertifikaatti, kovuus, kemia |
| Ensimmäinen artikkeli | Vahvista perustaso | Täydellinen mitta-asetus, pinta |
| Käsittelyn aikana | Tuotannon seuranta | Pistokokeet, silmämääräinen tarkastus, tasaisuus |
| Lopullinen | Vahvista lähetys | Näyte/100%, viimeistely, sovitus |
| Dokumentaatio | Varmista jäljitettävyys | Raportit, valokuvat, sarjat |
Saapuvan materiaalin tarkastus on kriittinen tarkastusvaihe alumiinisille jäähdytyslevyille.Totta
Jos käytetään väärää metalliseosta tai sopimatonta materiaalia, jälkikäsittely ja mitat eivät voi täysin kompensoida sitä; materiaalin tarkistaminen on perustavanlaatuista.
Lopullinen silmämääräinen tarkastus riittää varmistamaan jäähdytyselementin laadun.False
Pelkästään lopullinen silmämääräinen tarkastus ei riitä havaitsemaan mittapoikkeamia, materiaalin vaatimustenvastaisuuksia tai suorituskykyongelmia; tarvitaan useita tarkastusvaiheita.
Miten OEM-valmistajat varmistavat rakenteellisen tarkkuuden?
OEM-valmistajat kiinnittävät huomiota yhteen asiaan: osien on sovittava, kiinnitettävä ja toimittava täsmälleen odotetulla tavalla. Pienetkin virheet tasaisuudessa tai reikien sijainnissa voivat pilata koko rakenteen.
OEM-valmistajat tarkistavat jäähdytyselementin tarkkuuden mittaamalla keskeiset mitat, tasaisuuden ja reikien kohdistuksen sekä käyttämällä työkaluja, kuten työntömittaa, mittareita, CMM-laitteita ja joskus 3D-skannausta.
Kun toimitan jäähdytyselementtejä suurille asiakkaille, he lähettävät usein tarkistuslistan tai piirustuksen, jossa on toleranssit. Näin vastaamme siihen:
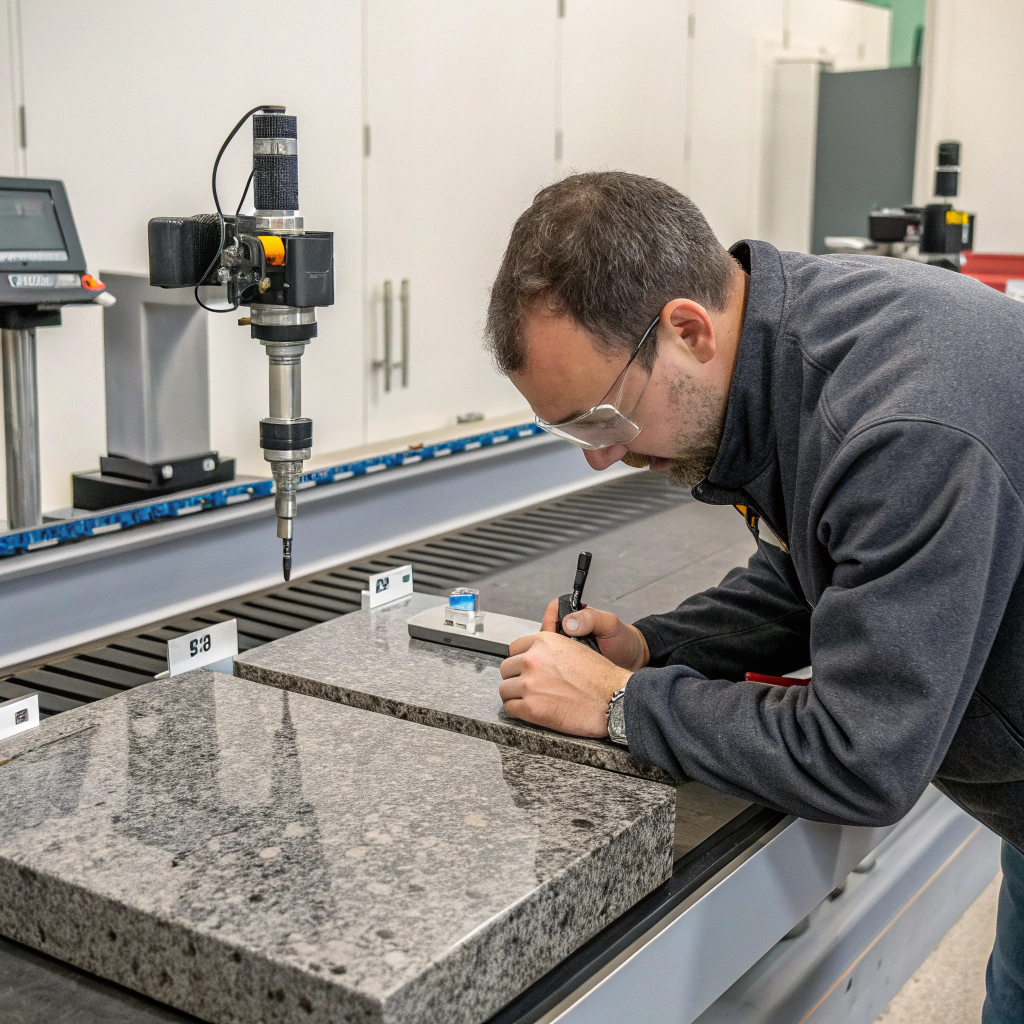
Pohjan tasaisuus
Tämä on tärkeämpää kuin useimmat ihmiset ajattelevat. Jos pohja ei ole tarpeeksi tasainen, lämpökontakti komponenttiin on huono ja jäähdytys kärsii. Tarkistamme tasaisuuden graniittisella tasolevyllä ja tuntoantureilla. Tiukkojen vaatimusten tapauksessa käytämme laserlaitteita.
Evän geometria
Rivat on oltava suorat, tasaisin välein ja yhdenmukaiset. Jos ne taipuvat tai siirtyvät, ilmavirtaus häiriintyy. Tarkastamme rivien korkeuden, välin ja paksuuden useista kohdista. Käytämme mittareita tai visuaalisia malleja.
Reiän sijainti ja koko
OEM-valmistajat kiinnittävät usein jäähdytyselementit ruuveilla tai nastoilla. Jos reikien sijainti poikkeaa edes 0,2 mm, osa ei asetu kohdalleen. Tarkistamme tämän mikrometreillä, nastamittareilla ja koordinaattimittauskoneilla (CMM).
Asennusrajapinnat
Urat, laipat ja jyrsityt taskut on sovitettava yhteen niiden vastakappaleiden kanssa. OEM-valmistajat testaavat usein erän asentamalla sen fyysisesti jigiin tai malliyksikköön, jotta mahdolliset kohdistusvirheet havaitaan.
3D-skannaus
Jotkut OEM-valmistajat suosivat digitaalisia 3D-skannauksia suurille tai monimutkaisille osille. Näissä skannauksissa verrataan todellista osaa 3D-malliin ja näytetään poikkeamat mikrometreinä.
Lämmönsiirtimen ripojen välinen etäisyyden poikkeama ei vaikuta sen lämpötehoon.False
Rippojen välinen etäisyys vaikuttaa ilman virtaukseen ja lämmönkestävyyteen; poikkeamat voivat heikentää jäähdytystehoa.
Tasainen pohjapinta on tärkeä, jotta lämpösinkki ja komponentti ovat hyvässä lämpökontaktissa.Totta
Ilman tasaista pohjaa lämpörajapinnassa voi olla aukkoja tai epätasainen kosketus, mikä heikentää lämmönsiirron tehokkuutta.
Mitkä standardit koskevat teollisuuden jäähdytyselementtejä?
Asiakkaat kysyvät usein, mitä standardeja noudatamme. Vaikka ei ole olemassa yhtä ainoaa “lämmönsiirtimen sertifiointia”, useat kansainväliset standardit ohjaavat tarkastus- ja laatuprosessiamme.
Teollisten jäähdytyselementtien tarkastuksessa noudatetaan standardeja, kuten laatujärjestelmien standardia ISO 9001, toleranssien standardia ISO 2768 ja joskus MIL-määrityksiä anodisoinnin tai kestävyyden osalta.

Tässä ovat tärkeimmät standardit, joita sovellamme tai joihin viittaamme lämpönielujen valmistuksessa ja tarkastuksessa:
ISO 9001
Tämä on yleisin laatujärjestelmästandardi. Se edellyttää, että prosessit on dokumentoitu, jäljitettävissä ja jatkuvasti parannettavissa. Useimmat OEM-valmistajat vaativat toimittajiltaan ISO 9001 -sertifiointia.
ISO 2768
Tämä standardi määrittelee lineaaristen ja kulmamittojen yleiset toleranssit. Ellei asiakkaalla ole piirustuksessa erityisiä toleransseja, noudatamme oletusarvoisesti standardia ISO 2768-m (keskitaso).
Pinnan viimeistely
Jos anodisoimme jäähdytyselementit, voimme viitata sotilasstandardiin MIL-A-8625 tai käyttää asiakkaan spesifikaatioita. Tämä varmistaa, että pinnoitteen paksuus, kovuus ja väri ovat hallinnassa.
Ympäristön kestävyys
Jotkut jäähdytyselementit joutuvat vaativiin olosuhteisiin, kuten ulkokoteloihin, aurinkopaneeleihin tai merenkulkuvälineisiin. Tarvittaessa voimme testata tuotteita lämpötilasyklitesteillä tai suolasumutesteillä ISO- tai MIL-menettelyjen mukaisesti.
Dokumentointi ja raportointi
Asiakkaat pyytävät joskus PPAP- (tuotantokappaleiden hyväksyntäprosessi) tai FAIR- (ensimmäisen tuotteen tarkastusraportti) asiakirjoja. Säilytämme tarkastustiedot, mittauslokit ja sertifikaatit anodisoinnista tai raaka-aineista.
Taulukko: Yleiset standardit ja käyttö
| Standardi | Laajuus | Käyttö jäähdytyselementissä |
|---|---|---|
| ISO 9001 | Laadunhallinta | Toimittajan QMS |
| ISO 2768 | Mittatoleranssi | Oletusarvo, jos ei määritetty |
| MIL-A-8625 | Anodisointispesifikaatio | Pinnoitteen paksuus ja tyyppi |
| ISO 9227 | Suolasumutesti | Korroosionkestävyys |
| ISO/IEC 17025 | Laboratorion pätevyys | Kolmannen osapuolen testauslaboratorioille |
ISO 2768 -standardia voidaan käyttää määrittämään yleiset toleranssit puristetuille ja koneistetuille alumiinisille jäähdytyslevyille.Totta
ISO 2768 kattaa lineaaristen ja kulmamittojen yleiset toleranssit, ja siihen viitataan teollisuuden vastaavien osien osalta.
On olemassa yksi yhtenäinen standardi, joka kattaa kaikki lämpönielujen tarkastus- ja lämpötestausvaatimukset.False
Eri standardit kattavat erilaisia näkökohtia (laadunhallintajärjestelmä, geometria, viimeistely, ympäristö, lämpötestaus), mutta ei ole olemassa yhtä yhtenäistä standardia, joka kattaisi kaikki jäähdytyselementtien tarkastukset.
Ovatko lämpötestit pakollisia sertifiointia varten?
Tämä kysymys nousee esiin usein: pitääkö minun testata jokainen jäähdytyselementtien erä lämpötestillä? Vastaus riippuu tuotteesi riskistä ja asiakkaiden vaatimuksista.
Lämpötestit eivät ole aina välttämättömiä, mutta kun lämmönkestävyys on kriittinen tekijä tai asiakkaan määrittämä, ne ovat välttämättömiä suorituskyvyn varmistamiseksi.
Kun testaus on välttämätöntä
Jotkut teollisuudenalat, kuten LED-valaistus, tehoelektroniikka tai ilmailu- ja avaruusteollisuus, vaativat tiukkoja suorituskykytarkastuksia. Jos spesifikaatiossasi sanotaan, että “lämmönkestävyyden on oltava alle 1,5 K/W 1 m/s ilmavirralla”, sinun on testattava se todistaaksesi sen.
Yleensä asetamme testilaitteet, jotka simuloivat ilmavirtausta, ympäristön lämpötilaa ja tehokuormitusta. Sitten mittaamme lämpötilan nousun pohjassa ja laskemme vastuksen.
Milloin se voidaan ohittaa
Jos jäähdytyselementin rakenne on yksinkertainen ja se on testattu aiemmin, eikä spesifikaatioissa vaadita lämpötuloksia, voimme jättää testin väliin. Jotkut asiakkaat hyväksyvät simulaation tai aiempien tietojen käytön viitteenä, etenkin kun kyseessä on vähävirtainen tai hyvin jäähdytetty sovellus.
Ensimmäinen erä vs. jokainen erä
Yleinen kompromissi on testata ensimmäinen artikkelierä lämpötilan suhteen ja jättää myöhemmät erät testaamatta, ellei jotain muutu. Jos tuotantoprosessi tai materiaalin lähde muuttuu, testaus jatkuu.
Ehdotukseni
Jos osa on kriittinen elektroniikan jäähdyttämisen kannalta, määritä aina lämpötavoite ja testaa se vähintään kerran. Dokumentoi kaikki: ilmavirran nopeus, tehokuorma, asetukset ja mittauspisteet.
Jokainen alumiininen jäähdytyselementti on testattava täydellisesti lämmönkestävyyden osalta ennen toimitusta.False
Vaikka se olisi ihanteellista, monet hyvänlaatuisissa olosuhteissa käytettävät jäähdytyselementit toimitetaan ilman täydellisiä lämpötestauksia; vaatimus riippuu spesifikaatioista ja riskistä.
Lämpötestaus on pakollista, kun asiakkaan spesifikaatioissa määritellään lämpövastusarvo ja sovelluksen kriittisyys.Totta
Kun suorituskyky ja luotettavuus ovat kriittisiä, lämpötestaus on tarpeen lämpötilan kestävyyden ja suorituskyvyn varmistamiseksi.
Päätelmä
Luotettavien jäähdytyselementtien valmistamiseksi noudatan aina monivaiheista tarkastusprosessia: aloitan hyvistä materiaaleista, tarkistan mitat, varmistan viimeistelyn ja testaan tarvittaessa. ISO 9001-, ISO 2768- ja MIL-standardit auttavat pitämään laadun tasaisena. Kun lämpöominaisuudet ovat tärkeitä, suosittelen testaamaan tuotteen vähintään kerran. Nämä tavat säästävät aikaa, vähentävät riskejä ja luovat vahvan luottamuksen asiakkaiden kanssa.




{kind=link}