
Kuidas kasutatakse tööstusliku alumiiniumprofiili ekstrusiooni tootmisprotsessi?

Kas olete kunagi mõelnud, kuidas tööstuslikud alumiiniumprofiilid on täpselt valmistatud?
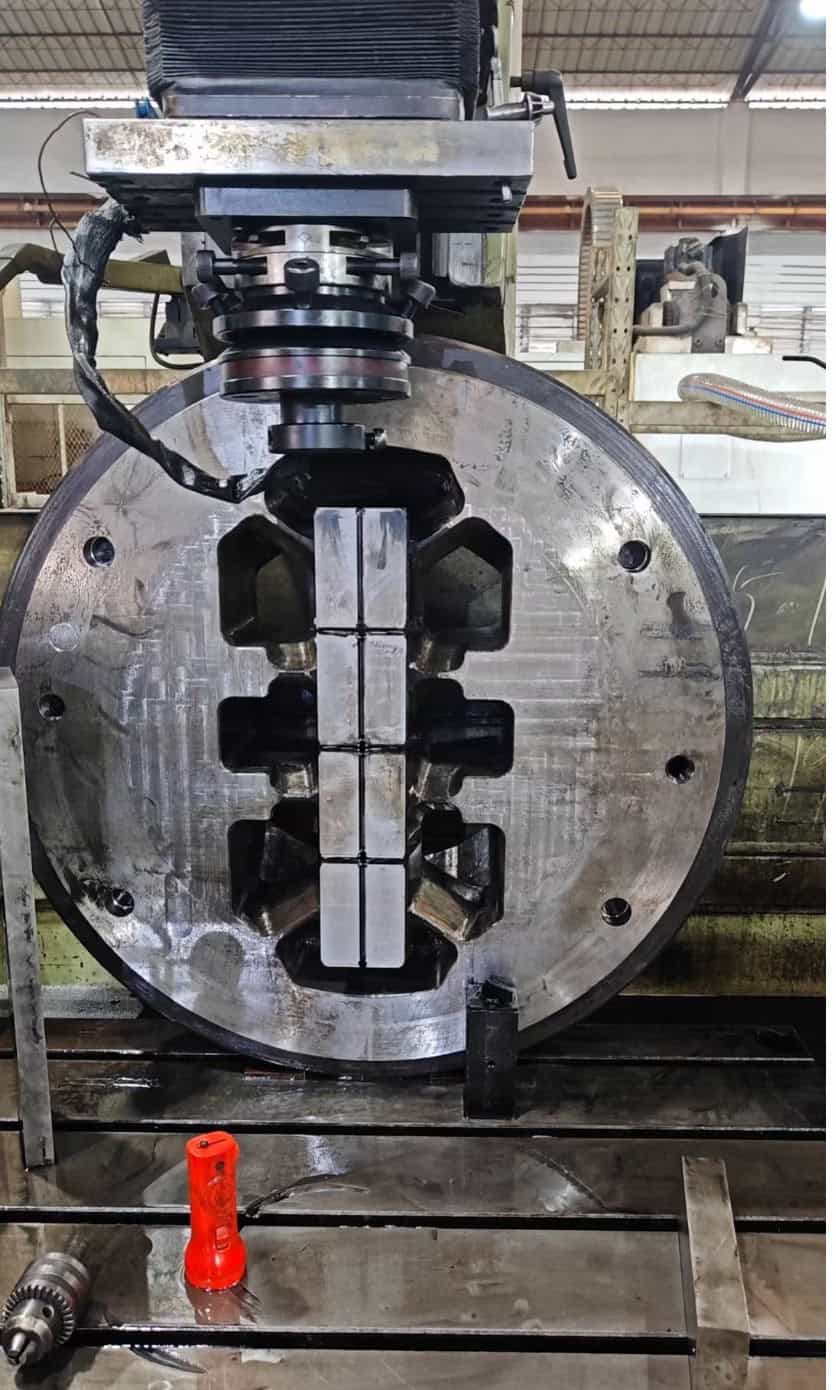
Tööstuslike alumiiniumprofiilide ekstrusiooni tootmisprotsess hõlmab alumiiniumvarraste kuumutamist, nende surumist läbi surumismasina, et vormida konkreetseid kujundeid, ja seejärel nende töötlemist, et suurendada nende vastupidavust. Oluliste tegurite hulka kuuluvad temperatuuri kontroll, ekstrusiooni kiirus ja materjali valik.
Kuigi põhiprotsess võib tunduda lihtne, eeldab alumiiniumi ekstrusiooni valdamine keeruliste tehniliste elementide ja täpsete kontrollimeetmete mõistmist. Süveneme selle põneva tootmismeetodi igasse etappi.
Tooraine valik mõjutab alumiiniumprofiili kvaliteeti.Tõsi
Õige tooraine valimine mõjutab sulami koostist ja lisandite taset, mis omakorda mõjutab toote kvaliteeti.
Millist rolli mängib tooraine valik alumiiniumi ekstrusioonis?
Tooraine valik on alumiiniumi ekstrusiooni puhul keskse tähtsusega, mõjutades kvaliteeti, tõhusust ja lõpptoote jõudlust.
Õige tooraine valimine alumiiniumi ekstrusiooni jaoks mõjutab sulami koostist, lisandite taset ja üldist ekstrusiooni kvaliteeti. See valik määrab lõplike profiilide füüsikalised omadused, vastupidavuse ja jõudluse, mistõttu on see kriitiline samm tootmisprotsessis.

Alumiiniumisulamite mõistmine
The alumiiniumisulamite valik1 on ekstrusiooniprotsessi põhiline samm. Iga sulam koosneb erinevatest elementidest, mis määravad selle tugevuse, plastilisuse ja korrosioonikindluse. Näiteks eelistatakse 6063 sulamit selle suurepärase ekstrudeeritavuse ja pinnaviimistluse tõttu. Selliste elementide nagu magneesium ja räni konkreetne kombinatsioon ei mõjuta mitte ainult mehaanilisi omadusi, vaid ka seda, kui lihtsalt saab metalli vormida keerulisteks vormideks.
Lisandid: Nähtamatu mõju
Tooraines sisalduvad aktiivsed lisandid võivad oluliselt mõjutada ekstrusiooni tulemust. Isegi selliste elementide nagu raua või vase jälgi võib muuta alumiiniumi omadusi, mõjutades selle värvi, vastupidavust ja isegi struktuurilist terviklikkust. Seega on lisandite madala taseme säilitamine oluline kvaliteetsete ekstrusioonide tootmiseks.
Sulami ülekuumenemine ja jahutamine
Sula ülekuumenemise temperatuuril on oluline roll selle määramisel, kui hästi materjal ekstrusiooni käigus voolab. Seda temperatuuri tuleb hoolikalt kalibreerida, et alumiinium oleks piisavalt plastne, ilma et see muutuks liiga vedelaks. Lisaks mõjutab jahutuskiirus pärast ekstrusiooni alumiiniumi mikrostruktuuri, mis mõjutab selle tugevust ja kõvadust.
Sulami koostis ja ekstrusiooniprotsess
Sulami koostise valik peab olema kooskõlas lõpptoote soovitud omadustega. Tööstuslike rakenduste jaoks, mis nõuavad suurt tugevust ja head pinnaviimistlust, valitakse sulamid, mille magneesiumi ja räni suhe on spetsiifiline. Need koostised tagavad paremad mehaanilised omadused ja pinna esteetilisuse pärast ekstrusiooni.
Praktilised kaalutlused materjali valikul
Alumiiniumi ekstrusiooni tooraine valimisel peavad tootjad arvestama selliseid tegureid nagu maksumus, kättesaadavus ja keskkonnamõju. Nende kaalutluste ja tehniliste nõuete tasakaalustamine tagab jätkusuutliku ja majanduslikult elujõulise tootmisprotsessi. Lisaks sellele on ringlussevõtu tehnoloogia areng võimaldanud kasutada sekundaaralumiiniumi kvaliteeti kahjustamata, mis rõhutab jätkusuutlike tavade tähtsust materjali valikul.
Eelistatud on 6063 sulam ekstrudeeritavuse tõttu.Tõsi
6063 sulam on tuntud suurepärase ekstrudeeritavuse ja pinnaviimistluse poolest.
Lisandid ei mõjuta ekstrusiooni kvaliteeti.Vale
Lisandid võivad muuta värvi, vastupidavust ja struktuurilist terviklikkust.
Kuidas mõjutab temperatuurikontroll ekstrusiooniprotsessi?
Temperatuuri reguleerimine on ekstrusiooniprotsessis keskse tähtsusega, mõjutades kõike alates toote kvaliteedist kuni tootmise tõhususeni. Avastage, kuidas täpne temperatuuri juhtimine võib muuta tööstusliku alumiiniumprofiili edu või katkestada selle.
Temperatuuri reguleerimine ekstrusioonis tagab optimaalse materjalivoo, mis mõjutab toote kvaliteeti ja tõhusust. Kuumuse nõuetekohane juhtimine ekstrusiooni ajal on oluline sulami omaduste säilitamiseks, soovitud kuju saavutamiseks ja mehaanilise tugevuse suurendamiseks.

Temperatuuri tähtsus ekstrusioonis
The ekstrusiooniprotsess2 on väga tundlik temperatuurimuutuste suhtes. Ebakõlased temperatuurid võivad põhjustada defekte, nagu pragunemine, pinna ebatäiuslikkus või mittetäielik ekstrusioon. Näiteks mõjutab ekstrusioonitemperatuur oluliselt mehaanilised omadused3 lõpptoode. Ühtlase temperatuuri säilitamisega tagavad tootjad, et alumiinium voolab ühtlaselt läbi matriitsi, tekitades ühtlase profiili.
Temperatuur ja materjalivool
Väljapressimisprotsessis kuumutatakse alumiinium enne vormimisprotsessi survet läbi matriitside. Kui temperatuur on liiga madal, võib alumiiniumi voolavus takerduda, mis nõuab rohkem jõudu ja võib kahjustada seadmeid. Seevastu kui temperatuur on liiga kõrge, võib see põhjustada surumismasina liigset kulumist ja kahjustada alumiiniumi struktuurset terviklikkust. Seega tagab täpne temperatuuri reguleerimine materjali sujuva voolamise ja vähendab masinate kulumist.
Jahutuskiirus ja kustutamine
Pärast pressimist on oluline kiire jahutamine või karastamine, et tagada alumiiniumi soovitud mehaanilised omadused. Jahutuskiirust tuleb hoolikalt kontrollida. Näiteks 6063 sulamile on optimaalse kõvaduse ja tugevuse saavutamiseks kasulik jahutuskiirus vähemalt 38 °C/min. Selliseid tegureid nagu ventilaatorite arv või nende kiirus saab jahutusprotsessi peenhäälestada.
| Temperatuuri reguleerimise elemendid | Mõju ekstrusioonile |
|---|---|
| Küttetemperatuur | Tagab materjali plastilisuse |
| Die temperatuur | Mõjutab pinna viimistlust ja täpsust |
| Jahutusmäär | Määratleb lõplikud mehaanilised omadused |
Ekstrusiooni temperatuuri juhtimine tõhususe tagamiseks
Temperatuur mõjutab ka tootmise tõhusus4. Optimaalse temperatuuri säilitamine võib vähendada tsükli kestust ja suurendada läbilaskevõimet, mille tulemuseks on kulude kokkuhoid. Tõhus temperatuurikontroll vähendab energiatarbimist, vähendades tarbetuid järelkuumutus- või jahutusetappe.
Lisaks sellele saavad tootjad temperatuuri täpse kontrollimisega ja selle rakendamisega pikendada stantside kasutusiga, vähendades asenduskulusid ja seisakuid.
Reaalmaailma rakendus
Mõelge stsenaariumile, kus temperatuurikõikumised on keskkonnategurite või seadmete piirangute tõttu tavalised. Täiustatud seiresüsteemide rakendamine võib aidata kõrvalekaldeid kiiresti avastada ja parameetreid reaalajas kohandada, tagades ühtlase kvaliteedi kõikides partiides. Sellised tehnoloogiad on elutähtsad tingimustes, kus täpsus ja ühtlus ei ole tingimata nõutavad.
Ebaühtlased ekstrusioonitemperatuurid põhjustavad defekte.Tõsi
Temperatuurikõikumised põhjustavad pragunemist, pinna ebatäiuslikkust või mittetäielikku ekstrusiooni.
Kõrged ekstrusioonitemperatuurid vähendavad matriitside kulumist.Vale
Liigne kuumus suurendab vormide kulumist ja kahjustab alumiiniumi'struktuurilist terviklikkust.
Miks on alumiiniumprofiilide tootmisel oluline vormide disain?
Kas olete kunagi mõelnud, miks on täpne vormikujundus esmatähtis tipptasemel alumiiniumprofiilide loomisel? Avastage, kuidas see kujundab tootmise kvaliteeti ja tõhusust.
Valuvormide disain on alumiiniumprofiilide tootmisel väga oluline, sest see tagab täpse pressimisvormi, parandab toote kvaliteeti ja vähendab tootmisvead. Õige disain soodustab ühtlast, vastupidavust ja kulutasuvust, võimaldades tõhusat materjalivoolu ja vähendades defekte.
Valuvormi disaini roll alumiiniumprofiilide kujundamisel
Valuvormid on alumiiniumprofiilide tootmise selgroog, mis vastutavad tooralumiiniumi vormimise eest konkreetseteks vormideks. See protsess algab alumiiniumvarraste kuumutamisega enne nende surumist läbi vormi. eritellimusel põhinev vorm5 mis määrab lõpliku profiili ristlõike. Täpne vorm mitte ainult ei taga täpseid mõõtmeid, vaid optimeerib ka materjalivoolu ja vähendab jäätmeid.
Hästi projekteeritud vorm arvestab soojuspaisumise ja -kahanemise, tagades lõpptoote stabiilsuse ja ühtluse. Võimalike pingepunktidega tegelemine võimaldab tootjatel vältida pragusid ja muid struktuurivigu ekstrusiooni ajal.
Materjalid ja kõvadus: Mudeli pikaealisuse võtmed
Õige materjali ja kõvaduse valimine vormi jaoks on esmatähtis. Materjalid peavad vastu pidama kõrgetele temperatuuridele ja rõhkudele, ilma et need deformeeruksid või kuluksid kiiresti. Näiteks eelistatakse sageli terasesulameid nende vastupidavus ja vastupidavus6 kanda.
Valuvormi kõvadus mängib samuti olulist rolli pinnavigade, näiteks kriimustuste vältimisel. Vaja on tasakaalu; liiga kõvad materjalid võivad muutuda hapraks, samas kui pehmemad võivad kiiremini kuluda, mõjutades aja jooksul valuvormi täpsust.
Hooldus: Ennetav lähenemisviis
Regulaarne hooldus on oluline, et pikendada hallituse eluiga ja säilitada toote kvaliteet. See hõlmab rutiinset puhastamist, et eemaldada jäägid, mis võivad muuta profiili pinna viimistlust. Igasuguste kahjustuste varajane avastamine ja parandamine hoiab ära tootmisviivitused ja kulukad seisakud.
Rakendamine süstemaatiline hooldusgraafik7 aitab tuvastada väiksemaid probleeme enne nende eskaleerumist, tagades pideva tootmise tõhususe.
Juhtumiuuring: Tõhusus läbi vormide uuendamise
Mõelge tootjale, kes läks traditsioonilistelt vormidelt üle täiustatud 3D-trükitud disainilahendustele. See üleminek võimaldas keerulisemaid profiile ja vähendas oluliselt materjali raiskamist, optimeerides vooluteed vormides. Esialgne investeering tehnoloogiasse kompenseeriti tooraine kokkuhoiuga ja suurenenud tootlikkusega, mis näitab, kuidas innovatsioon vormide disainis võib otseselt mõjutada tõhusust.
Neid mõõtmeid uurides on selge, et valuvormide disain ei ole pelgalt üks etapp protsessis, vaid alumiiniumprofiilide tootmise nurgakivi.
Valuvormi disain mõjutab alumiiniumprofiili kvaliteeti.Tõsi
Täpne vorm tagab täpse ekstrusioonivormi, mis parandab toote kvaliteeti.
Terasesulamid ei sobi ekstrusioonivormide jaoks.Vale
Terasesulameid eelistatakse nende vastupidavuse ja kulumiskindluse tõttu.
Millised on alumiiniumprofiilide pinnatöötluse sammud?
Alumiiniumprofiilide ümberkujundamine hõlmab enamat kui ainult vormimist; pinnatöötlus tagab vastupidavuse ja esteetilise välimuse.
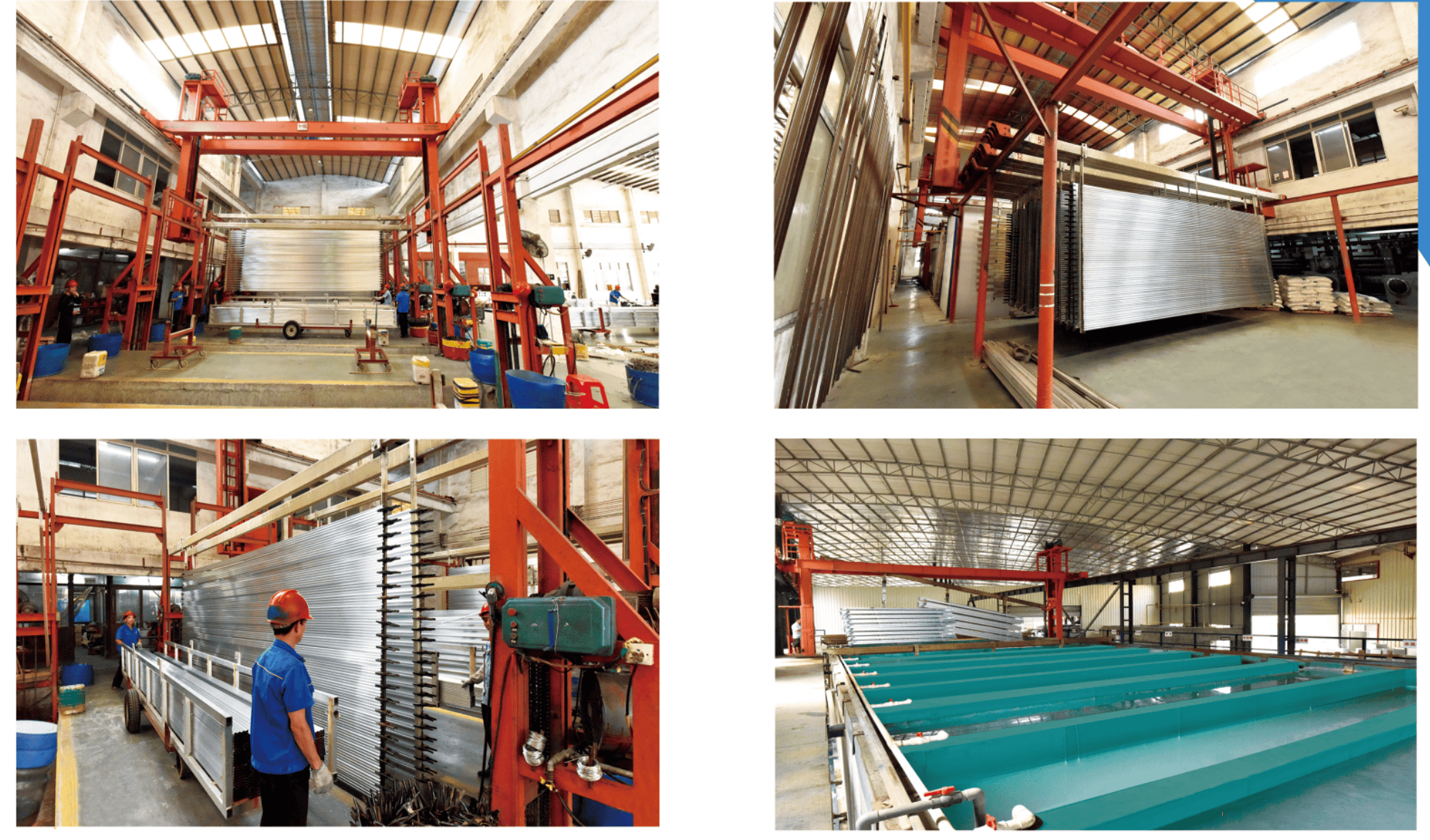
Alumiiniumprofiilide pinnatöötlus hõlmab liivapritsimist, eeltöötlust, rasvaärastust, söövitamist, oksüdeerimist ja tihendamist, et parandada toimivust ja välimust.
Pinnatöötluse etappide mõistmine
Alumiiniumprofiilide pinnatöötlus on terviklik protsess, mis parandab materjali vastupidavust ja esteetilist kvaliteeti. Siin on üksikasjalik ülevaade igast selle kriitilise etapi etapist:
-
Pinna liivapritsimine
Liivapritsimine on esimene samm, mis valmistab pinna ette, eemaldades ebapuhtused ja luues ühtlase tekstuuri. See protsess hõlmab abrasiivsete materjalide paiskamist alumiiniumpinnale, mis aitab siluda ebatäiuslikkust ja suurendada haarduvust järgnevate töötlemisviiside jaoks.
-
Pinna eeltöötlus
Eeltöötlus hõlmab alumiiniumprofiili puhastamist, et eemaldada kõik saasteained, nagu õlid või tolm, mis võivad edasist töötlemist häirida. See etapp on oluline, et tagada selliste töötlemisviiside nagu oksüdeerimine tõhus side alumiiniumpinnaga.
-
Rasvatustamise protsess
Pärast eeltöötlust tehakse rasvaärastus, et kõrvaldada kõik õli- ja määrdeainejäägid. Tavaliselt kasutatakse selleks leeliselisi lahuseid, mis lagundavad rasva, tagades puhta ja vastuvõtliku pinna edasiseks keemiliseks töötlemiseks.
-
Happeline ja leeliseline söövitus
Pinna täiendavaks viimistlemiseks kasutatakse söövitusprotsesse. Happelise söövitusega eemaldatakse õhuke alumiiniumikiht, et tuua esile värske pind, samas kui leeliseline söövitus aitab saavutada satiinse viimistluse, siludes mikroskoopilisi ebatasasusi.
-
Neutraliseerimisprotsess
Pärast söövitamist on oluline neutraliseerimine, et tasakaalustada pinna pH-taset. See etapp hoiab ära kõik kahjulikud reaktsioonid oksüdatsiooniprotsessi ajal, stabiliseerides alumiiniumi keemilist seisundit.
-
Oksüdeerimine Töötlemine
Oksüdeerimine on ehk kõige kriitilisem etapp, mille käigus moodustub alumiiniumi pinnale anoodiline kiht. See kaitsev oksiidikiht suurendab korrosioonikindlust ja seda saab esteetilistel eesmärkidel värvida.
-
Tihendusprotsess
Tihendus lukustab anoodikihi ja suurendab veelgi korrosioonikindlust. Seda tehakse tavaliselt profiilide kastmisega kuumasse vette või auru, mis põhjustab oksiidikihi pooride sulgemise.
-
Lõplik kontroll ja kvaliteedikontroll
Kui kõik töötlused on lõpetatud, tagatakse põhjaliku kontrolliga, et profiilid vastavad kvaliteedistandarditele nii välimuse kui ka funktsionaalsete omaduste osas.
Pinnatöötlusprotsess mitte ainult ei paranda alumiiniumprofiilide funktsionaalseid omadusi, vaid võimaldab ka värvi ja tekstuuri kohandamist, muutes need sobivaks erinevateks tööstuslikeks rakendusteks. Lisateavet nende protsesside optimeerimise kohta leiate meie juhisest tõhusad pinnatöötlustehnikad8.
Liivapritsimine on alumiiniumi pinnatöötluse esimene samm.Tõsi
Liivapritsimine eemaldab mustused ja valmistab pinna töötlemiseks ette.
Tihendamine toimub enne alumiiniumitöötluse oksüdeerimist.Vale
Tihendamine toimub pärast oksüdeerimist, et lukustada anoodiline kiht.
Kokkuvõte
Tööstusstandarditele vastavate kvaliteetsete alumiiniumprofiilide tootmiseks on oluline mõista ekstrusiooniprotsessi keerukust.
-
Lugege, kuidas erinevad sulamid mõjutavad ekstrusiooni tõhusust ja lõpptoote kvaliteeti: Alates paremast tugevusest kuni parema keevitatavuseni lihvimine lihvib alumiiniumi omadusi, et need sobiksid paremini lõpptootele. Töödeldud alumiiniumisulamid ...↩
-
Lugege, miks täpne temperatuuri juhtimine on kvaliteetse ekstrusiooni jaoks ülioluline: Temperatuur on alumiiniumi ekstrusiooniprotsessi kõige olulisem parameeter, mis kontrollib tootmist, raiskamist, kulusid, kvaliteeti ja pressi kasutusiga.↩
-
Avastage, kuidas ekstrusiooni temperatuurid muudavad alumiiniumi mehaanilisi omadusi: Temperatuurivahemikus 380 °C-410 °C väheneb järk-järgult sulami terade jämedus, tugevus ja plastilisus, kui ekstrusioonitemperatuur suureneb.↩
-
Mõista, kuidas tõhus temperatuurikontroll suurendab tootmise tõhusust: Temperatuurikontroll ekstrusioonis on lõpptoote järjepidevuse ja kvaliteedi tagamisel keskse tähtsusega. Esmatähtis on ...↩
-
Saage aru, kuidas kohandatud vormid suurendavad täpsust ja tõhusust: Muude eeliste hulka kuuluvad alumiiniumi suurepärane keevitatavus, elegantne välimus, pikem vastupidavus ja mittemagnetiline olemus. Loomulikult on alumiiniumi suurim ...↩
-
Avastage vastupidavad materjalid, mis taluvad suurt pressimisrõhku..: Alumiinium 6061 sobib kõige paremini suurte puhumisvormide, väikese mahuga survevormide ja survevormide valmistamiseks. See on sarnane 6013-le, kuid veidi kleepuvam.↩
-
Lugege, kuidas hooldus hoiab ära kulukaid seisakuid: 1. Ennetage ootamatuid seisakuid: Regulaarne hooldus mängib olulist rolli ootamatute rikete ja kulukate tootmisseisakute vältimisel. Autor ...↩
-
Uurige terviklikke meetodeid alumiiniumprofiili kvaliteedi parandamiseks.: Selles blogis käsitleme alumiiniumi kõige levinumaid pinnatöötlusviise: sublimatsioon, anodeerimine, pulbervärvimine ja märgvärvimine.↩




{kind=link}