
Nõutavad soojusalvestuse kvaliteedikontrolli standardid?
Mul oli kord projekt, kus kõik nägi paberil hea välja, kuid jahutusradiaatorid ebaõnnestusid varakult. Pärast seda võtsin kontrollstandardeid palju tõsisemalt. See muutis kõike.
Hea kvaliteedikontroll peab hõlmama jahutusradiaatorite mõõtmeid, materjale, viimistlust ja toimivust, et need töötaksid korralikult ja kestaksid kaua reaalsetes tingimustes.
Selles artiklis käsitlen, millised kontrollid tagavad jahutusradiaatori kvaliteedi, kuidas algseadmete tootjad kontrollivad konstruktsiooni täpsust, milliseid standardeid kohaldatakse ja kas termiline testimine on kohustuslik.
Millised kontrollid tagavad jahutusradiaatori kvaliteedi?
Kujutage ette, et tarnite tuhandeid jahutusradiaatorid ja siis kuulete tagasi, et osad ei sobi või korrodeeruvad liiga kiiresti. Seda valu saab õige kontrolliprotsessi abil vältida.
Tõhus jahutusradiaatorite kontroll hõlmab materjalide kontrollimist, mõõtmete kontrollimist, pinnatöötluse teste ja mõnikord ka soojusliku toimivuse kontrollimist mitmes tootmisetapis.

Kui ma juhin jahutusradiaatori tootmistellimust, järgin ma algusest lõpuni mitmekihilist kontrollimist. Ma jaotan selle järgmiselt:
1. samm: materjali kontrollimine
Esimene samm on sissetuleva alumiiniumisulami kontrollimine. Kui klient soovis 6063-T5, kuid partii on valmistatud 6005-st, ei vasta mehaanilised ja termilised omadused. Seega vaatan läbi materjalisertifikaadi ja mõnikord katsetame kõvadust või kontrollime keemilist koostist.
2. etapp: Esmase artikli kontroll (FAI)
Enne lahtise tootmise alustamist teostame proovitüki täieliku mõõtmise. Me mõõdame pikkust, uime kõrgust, vahekaugust, aluse tasasust, aukude asukohta ja viimistluskvaliteeti. See samm annab meile võrdluspunkti ülejäänud tootmise jaoks.
3. etapp: Protsessisisesed kontrollid
Samal ajal, kui detailid ekstrudeeritakse, lõigatakse või töödeldakse, mõõdame teatud tunnuseid intervallide kaupa - näiteks ribi mõõtmeid, aukude joondamist ja aluse tasasust. Pinna puhul kontrollime kriimustuste, anodeerimisvärviga seotud probleeme või märke särisemisest.
4. samm: lõppkontrolli teostamine
Enne pakkimist kontrollime valitud näidiseid või isegi 100% tellimuse, sõltuvalt kliendi nõuetest. Kontrollime veel kord mõõtmeid, veendume, et katted vastavad paksuse ootustele, ja kontrollime mehaanilisi detaile, nagu koputusaugud või pilud.
5. samm: testdokumentatsioon
Koostame kontrolliaruanded koos tulemustega. Need sisaldavad mõõtmisandmeid, partii numbreid, kasutatud kontrollivahendeid ja mõnikord ka fotosid. See loob vastutuse jälje ja aitab tulevikus jälgida kõiki kvaliteediprobleeme kuni nende allikani.
Tabel: Ülevaatuse etappide kokkuvõte
| Etapp | Eesmärk | Peamised kontrollid |
|---|---|---|
| Materjal | Tagada õige sulam | Sertifikaat, kõvadus, keemia |
| Esimene artikkel | Kinnitage lähtejooned | Täielik mõõtmete komplekt, pind |
| Käimasolevad tööd | Tootmise jälgimine | Kohapealne kontroll, visuaalne, tasasus |
| Lõplik | Valideeri saadetis | Proov/100%, viimistlus, paigaldus |
| Dokumentatsioon | Tagada jälgitavus | Aruanded, fotod, seriaalid |
Sissetuleva materjali kontrollimine on alumiiniumist jahutusradiaatorite kriitiline kontrollifaas.Tõsi
Kui kasutatakse vale sulamit või sobimatut materjali, ei saa hilisem viimistlus ja mõõtmed seda täielikult kompenseerida; materjali kontrollimine on väga oluline.
Ainult visuaalse lõppkontrolli teostamine on piisav, et tagada jahutusradiaatori kvaliteet.Vale
Lõplik visuaalne kontroll üksi ei suuda tuvastada mõõtmete kõrvalekaldeid, materjali mittevastavusi või toimivusprobleeme; vaja on mitut kontrollietappi.
Kuidas kontrollivad algseadmete tootjad konstruktsiooni täpsust?
Originaalseadmete tootjaid huvitab üks asi: osad peavad sobima, paigaldama ja toimima täpselt nii, nagu oodatakse. Isegi väikesed vead tasapinnalisuses või aukude asukohas võivad ehitamise ära rikkuda.
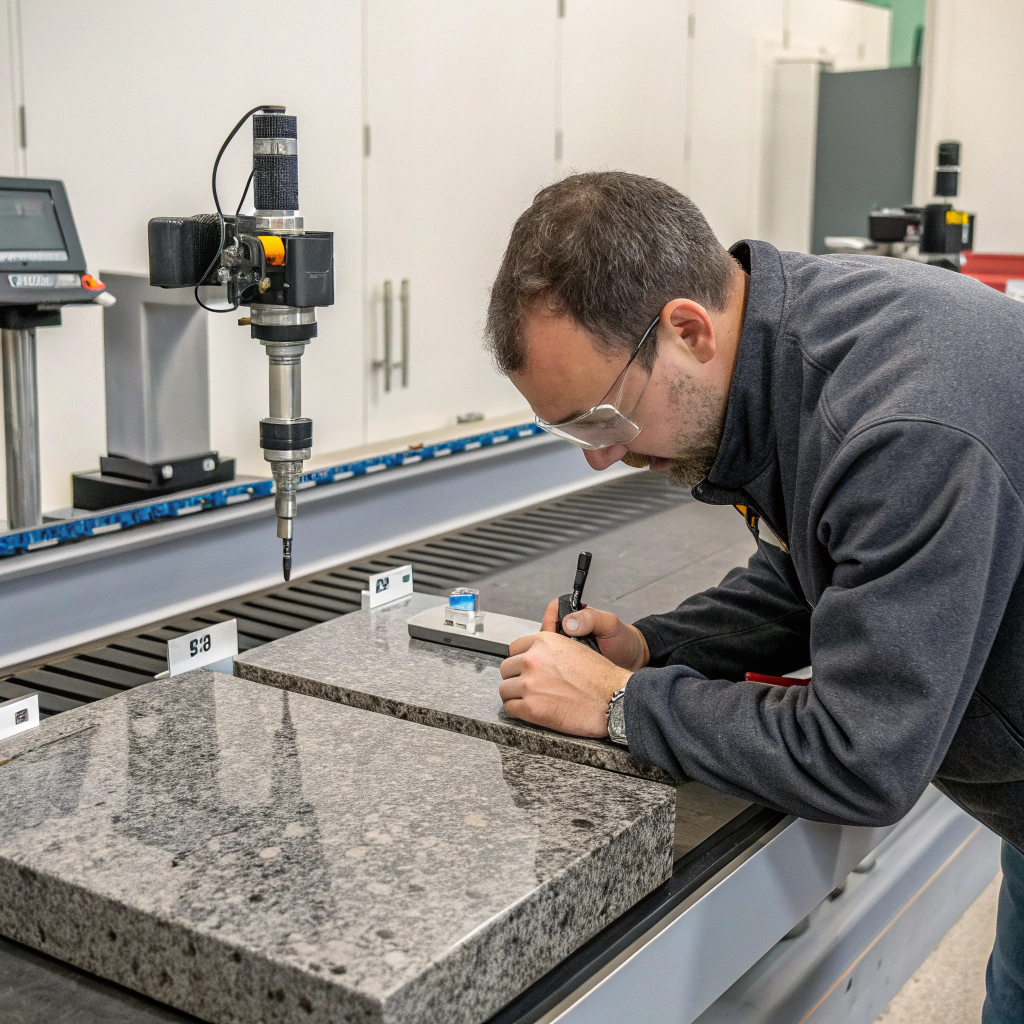
OEM-ettevõtjad kontrollivad jahutusradiaatorite täpsust, kasutades mõõtmisi peamiste mõõtmete, tasasuse ja aukude joondamise kohta ning kasutades selliseid vahendeid nagu kalibreid, mõõturid, CMM ja mõnikord ka 3D-skaneerimist.
Kui ma tarnin suurtele klientidele jahutusradiaatorid, saadavad nad sageli kontrollnimekirja või joonise koos tolerantsidega. Me reageerime sellele järgmiselt:
Aluse tasasus
See on olulisem, kui enamik inimesi arvab. Kui alus ei ole piisavalt tasane, on termiline kontakt komponendiga halb ja jahutus kannatab. Me kontrollime tasasust graniidist pinnaplaadi ja tundemõõturitega. Tihedate spetsifikatsioonide puhul kasutame lasertööriistu.
Finni geomeetria
Uimed peavad olema sirged, ühtlaselt paigutatud ja järjepidevad. Kui need painduvad või nihkuvad, on õhuvool häiritud. Me kontrollime uime kõrgust, vahekaugust ja paksust mitmes punktis. Me kasutame mõõdikuid või visuaalseid malle.
Aukude asukoht ja suurus
OEM-valmistajad paigaldavad jahutusradiaatorid sageli kruvide või tihvtidega. Kui aukude asukohad on isegi 0,2 mm kõrvalekalded, ei joondu osa. Selle kontrollimiseks kasutame mikromeetrid, tihvtimõõturid ja koordinaatmõõtmismasinad (CMM).
Paigaldusliidesed
Aukud, äärikud ja freesitud taskud peavad sobima oma vastavate osadega. OEM- tootjad katsetavad sageli partiid, paigaldades need füüsiliselt seadeldisele või mudeliüksusele, et tuvastada valesuunalised paigutused.
3D-skaneerimine
Mõned algseadmete tootjad eelistavad suurte või keeruliste detailide puhul digitaalset 3D-skaneerimist. Need skaneeringud võrdlevad tegelikku detaili 3D-mudeliga ja näitavad kõrvalekaldeid mikronites.
Soomuste vahekauguse kõrvalekaldumine jahutusradiaatoris ei mõjuta selle soojapidavust.Vale
Lamellide vahekaugus mõjutab õhuvoolu ja soojustakistust; kõrvalekalded võivad vähendada jahutustõhusust.
Tasane aluspind on oluline, et tagada hea termiline kontakt jahutusradiaatori ja komponendi vahel.Tõsi
Ilma tasase aluseta võib soojusliidesel olla lünki või ebaühtlane kontakt, mis vähendab soojusülekande tõhusust.
Milliseid standardeid kohaldatakse tööstuslikele jahutusradiaatoritele?
Kliendid küsivad sageli, milliseid standardeid me järgime. Ehkki ei ole olemas ühtegi “soojusalvestuse sertifitseerimist”, juhivad meie kontrolli- ja kvaliteedikäsitlust mitmed ülemaailmsed standardid.
Tööstuslike jahutusradiaatorite kontrollimine hõlmab selliseid standardeid nagu ISO 9001 kvaliteedisüsteemide kohta, ISO 2768 tolerantside kohta ja mõnikord MIL-spetsifikatsioonid anodeerimise või vastupidavuse kohta.

Siin on peamised standardid, mida me kohaldame või millele me viitame jahutusradiaatorite valmistamisel ja kontrollimisel:
ISO 9001
See on kõige levinum kvaliteedisüsteemi standard. See nõuab, et protsessid oleksid dokumenteeritud, jälgitavad ja pidevalt täiustatud. Enamik algseadmete valmistaja soovib, et nende tarnijad oleksid ISO 9001 sertifitseeritud.
ISO 2768
Käesolev standard määratleb lineaarsete ja nurklike mõõtmete üldtolerantsid. Kui kliendil ei ole joonisel spetsiaalseid tolerantse, järgime vaikimisi ISO 2768-m (keskmine).
Pinna viimistlus
Kui me anodeerime jahutusradiaatorid, võime viidata sõjalisele standardile MIL-A-8625 või kasutada kliendi spetsifikatsioone. See tagab, et katte paksus, kõvadus ja värvus on kontrollitud.
Keskkonna vastupidavus
Mõned soojusalvestid lähevad nõudlikesse tingimustesse, nagu välitingimustes kasutatavad kastid, päikesepaneelid või mereseadmed. Vajaduse korral saame testida, kasutades ISO või MIL-protseduuridel põhinevaid temperatuuritsükli- või soolapihustuskatseid.
Dokumentatsioon ja aruandlus
Mõnikord küsivad kliendid PPAP (Production Part Approval Process) või FAIR (First Article Inspection Report). Me säilitame anodeerimise või tooraine kontrolliaruandeid, mõõtmisprotokolle ja sertifikaate.
Tabel: Ühised standardid ja kasutamine
| Standard | Reguleerimisala | Kasutamine jahutusradiaatorites |
|---|---|---|
| ISO 9001 | Kvaliteedijuhtimine | Tarnija QMS |
| ISO 2768 | Mõõtmetolerants | Vaikimisi, kui ühtegi ei ole määratud |
| MIL-A-8625 | Anodiseerimise spetsifikatsioon | Katte paksus ja tüüp |
| ISO 9227 | Soolaprits-katse | Korrosioonikindlus |
| ISO/IEC 17025 | Laboratoorne pädevus | Kolmanda osapoole katselaboritele |
ISO 2768 standardit võib kasutada pressitud ja töödeldud alumiiniumist jahutusradiaatorite üldtolerantside määramiseks.Tõsi
ISO 2768 hõlmab lineaarsete ja nurklike mõõtmete üldtolerantse ja sellele viidatakse selliste detailide puhul tööstuses.
On olemas üks ühtne standard, mis hõlmab kõiki jahutusradiaatorite kontrolli- ja termilise katsetamise nõudeid.Vale
Erinevad standardid hõlmavad erinevaid aspekte (kvaliteedisüsteem, geomeetria, viimistlus, keskkond, termiline testimine), kuid puudub ühtne standard kõigi jahutusradade kontrollimiseks.
Kas soojuskatsed on sertifitseerimiseks kohustuslikud?
See küsimus kerkib sageli: kas ma pean iga soojusradiaatorite partii termiliselt testima? Vastus sõltub teie toote riskist ja kliendi nõudmistest.
Soojuskatsed ei ole alati vajalikud, kuid kui termiline vastupidavus on kriitiline või kui klient on selle kindlaks määranud, on need vajalikud toimivuse kontrollimiseks.
Kui testimine on hädavajalik
Mõned tööstusharud - nagu LED-valgustus, jõuelektroonika või lennundus - nõuavad ranget jõudluskontrolli. Kui teie spetsifikatsioonis on kirjas, et “soojustakistus peab olema alla 1,5 K/W 1 m/s õhuvoolu juures”, peate seda tõestama testidega.
Tavaliselt seame üles katseseadmed, mis simuleerivad õhuvoolu, ümbritseva keskkonna temperatuuri ja energiakoormust. Seejärel mõõdame temperatuuri tõusu üle aluse ja arvutame takistuse.
Kui seda saab vahele jätta
Kui jahutusradiaatorite konstruktsioon on lihtne ja seda on eelnevalt testitud ning puuduvad termilisi tulemusi nõudvad spetsifikatsioonid, siis võime testi vahele jätta. Mõnele kliendile sobib simulatsiooni või varasemate andmete kasutamine võrdlusena, eriti kui rakendus on väikese võimsusega või hästi jahutatav.
Esimene partii vs iga partii
Üldine kompromiss on katsetada esimest tootepartiid termiliselt ja jätta hilisemad partiid vahele, kui midagi ei muutu. Kui tootmisprotsess või materjaliallikas muutub, jätkatakse katsetamist.
Minu ettepanek
Kui osa on elektroonika jahedana hoidmiseks kriitilise tähtsusega, määratlege alati termiline sihtmärk ja testige seda vähemalt üks kord. Dokumenteerige kõik: õhuvoolu kiirus, võimsuskoormus, seadistus ja mõõtepunktid.
Iga alumiiniumist jahutusradiaator peab enne saatmist läbima täieliku soojustakistuse testi.Vale
Kuigi see on ideaalne, tarnitakse paljud healoomuliste tingimuste jaoks mõeldud jahutusradiaatorid ilma täielike termiliste katsetusteta; nõue sõltub spetsifikatsioonist ja riskist.
Termiline testimine muutub kohustuslikuks, kui kliendi spetsifikatsioon määratleb termilise vastupidavuse väärtuse ja rakendus on kriitiline.Tõsi
Kui jõudlus ja töökindlus on kriitilised, siis on soojuskindluse ja jõudluse kontrollimiseks vaja termilisi katseid.
Kokkuvõte
Usaldusväärsete jahutusradiaatorite valmistamiseks järgin alati mitmeastmelist kontrolli: alustan heast materjalist, kontrollin mõõtmeid, kontrollin viimistlust ja katsetan vajaduse korral. Sellised standardid nagu ISO 9001, ISO 2768 ja MIL-spetsifikatsioonid aitavad hoida kvaliteeti kooskõlas. Kui termilised spetsifikatsioonid on olulised, soovitan vähemalt korra testida. Need harjumused säästavad aega, vähendavad riske ja loovad klientidega tugevat usaldust.




{kind=link}