
Kas 3D-trükitud jahutusradiaator võib töötada tööstusliku elektroonika jaoks?
Juhtiv lõik:
Mul oli ees väljakutse: elektroonikamoodul töötab kuumalt, standardsed jahutusradiaatorid olid mahukad, kallid ja ei sobinud päris hästi kujuga. Mis oleks, kui ma saaksin soojuselemendi välja printida? See mõte ajendas mind uurima tööstuslikuks kasutamiseks mõeldud 3D-trükitud jahutusaluseid.
Esile tõstetud lõige:
Jah - 3D-trükitud jahutusradiaator saab Tööstuselektroonika puhul, kui kasutatakse õigeid materjale, konstruktsiooni ja tootmisprotsessi. Tegelikult toob lisatootmine kaasa disainivabaduse, kaalu kokkuhoiu ja kiirema iteratsiooni, millega tavapärastel meetoditel on raskusi.
Ülemineku lõik:
Järgnevalt vaatlen läbi, mis on 3D-trükitud jahutuselemendid, lisatootmise eelised jahutamisel, kuidas seda rakendada tööstuslikus B2B tootmise kontekstis (nagu need osad, millega me Sinoextrudis tegeleme), ja lõpuks vaatlen mõningaid uusi suundumusi metallist AM-jahutusmudelite disainis. Sukeldume sisse.
Mis on 3D-trükitud jahutusradiaator?
Juhtiv lõik:
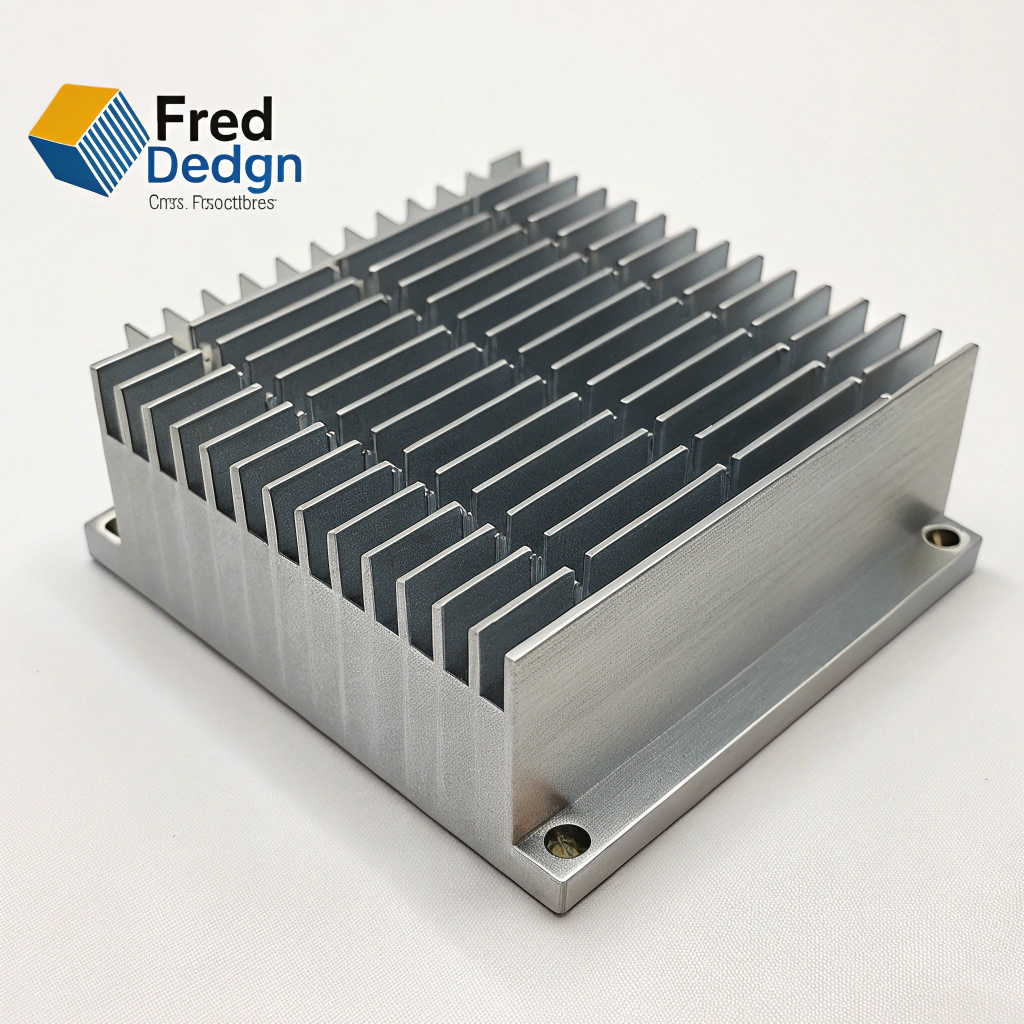
Kujutage ette, et tavaline alumiiniumplokk on asendatud teie poolt vabalt kujundatud kujuga - see on 3D-trükitud jahutusradiaatorite lubadus.
Esile tõstetud lõige:
3D-trükitud jahutusradiaator on soojusjuhtimise komponent, mis on valmistatud pigem additiivse tootmise (AM) kui traditsioonilise mehaanilise töötlemise, valamise või ekstrusiooni abil, mis võimaldab palju keerulisemaid kujundeid ja sisemisi omadusi.
Sukeldu sügavamale lõik:
Täpsemalt:
- Jahutusradiaator on lihtsalt komponent, mis on mõeldud soojuse ärajuhtimiseks kuumast allikast (näiteks võimsuselektroonikamoodulist, LED-draiverist või tööstuslikust mootorikontrollerist) ja selle hajutamiseks ümbritsevasse keskkonda või vedeliku kaudu.
- Traditsioonilistel tootmismeetoditel (pressitud alumiiniumist ribid, mehaaniliselt töödeldud plokid, valatud alumiinium või vask) on projekteerimisega seotud piirangud: ribide paksus, sisemised jahutuskanalid, allalõiked, keerulised sisemised geomeetriad on sageli kallid või võimatud.
- Lisatootmine (3D-printimine) võimaldab ehitada osa kihtide kaupa. See tähendab, et saab integreerida sisemisi kanaleid (õhu või vedeliku jaoks), võrestruktuure, kumerad ribid, sisemisi tühimikke kaalu säästmiseks jne.
- Materjalid: Tööstuselektroonika puhul soovitakse tavaliselt metallküttealuseid (nt alumiiniumisulamid, vask või metallkomposiidid), sest nende soojusjuhtivus on kõrge. Mõned uuringud märgivad, et isegi polümeerkomposiitidest AM-niisked, millel on juhtiv täitematerjal, võivad hästi projekteeritud korral toimida loomuliku konvektsiooni korral vastuvõetavate näitajate piires.
- Tootmismeetodiks võib olla selektiivne lasersulatus (SLM), elektronkiirte sulatamine (EBM), sideainepurskamine + infiltratsioon või muud metalli AM-meetodid. Need meetodid võimaldavad suurt keerukust, kuid nendega kaasnevad ka piirangud (maksumus, ehitusmaht, pinnatöötlus, järeltöötlus).
- Digitaalne töökorraldus: CAD-konstruktsioon → topoloogia/võre optimeerimine → AM-valmistus → järeltöötlus (kuumtöötlus, mehaaniline töötlemine, pinnaviimistlus, võib-olla konformsed jahutuskanalid) → katsetamine.
Lühidalt öeldes, 3D-trükitud soojusjuhtimise riistvara kontseptsioon on võetud ja rakendatud additiivse tootmise paindlikkust. Tööstuselektroonika puhul on see üha olulisem, kuna võimsustihedus suureneb, tekivad kohandatud vormifaktorid ja suurenevad integratsiooninõuded.
Millised on jahutamisel kasutatavad lisatootmise eelised?
Juhtiv lõik:
Üleminekul “töödeldud plokilt” “vabalt kujundatud struktuurile” avab te uued jõudluse ja disaini valdkonnad - see ongi AM-jahutuskomponentide lubadus.
Esile tõstetud lõige:
Jahutuse lisatootmine võimaldab suuremat pinda, keerulisi sisemisi kanaleid, kaalu vähendamist, soojusallikale kohandatud geomeetriat ja kiiremaid iteratsioonitsükleid.
Sukeldu sügavamale lõik:
Siinkohal toon välja peamised eelised koos kommentaaridega tööstusliku B2B tootmise kontekstis:
1. Suurendatud geomeetriline vabadus
Kuna AM ehitab kihtide kaupa, saab luua geomeetriat, mis on tavapäraste meetoditega võimatu või väga kulukas. Jahutusradiaatorite puhul tähendab see järgmist: kumerad ribid, hargnevad sisemised vedelikukanalid, võre või vahtkandjad, et suurendada pindala, vähendades samal ajal kaalu.
See vabadus võimaldab teil kohandada jahutusradiaatorit täpsemalt vastavalt sellele, kus soojus tekib. Tööstuselektroonika puhul võib jäätmesoojus tekkida ebatavalistest kujudest või moodulitest ning teil võib tekkida vajadus integreerida jahutusradiaator korpusesse või konstruktsioonielementidesse. AM võimaldab seda teha.
2. Paremad soojapidavusomadused ja pindala
Võimalikud on suurem õhuga (või vedelikuga) kokkupuutuv pindala, turbulentsi või vedeliku segunemist soodustavad sisemised omadused ning tihedam ühendus soojusallika ja jahutuskeskkonna vahel. Tööstuselektroonika seisukohalt tähendab see, et saate jääda väiksema mahu või kitsama ümbruse piiridesse, saavutades samal ajal vajaliku soojuse hajutamise.
3. Kaalu vähendamine
Eriti rakenduste puhul, kus kaal on oluline (liikuvad tööstusseadmed, lennundus, merealused seadmed, robootika), võib raske töödeldud vaskploki asendamine võrega AM-struktuuriga vähendada kaalu, säilitades või parandades samal ajal jõudlust. Meie (Sinoextrud) taolise tootja jaoks, kes tarnib näiteks tööstusmootorite juhtimisseadmeid või päikesepaneele, võib kaalu vähendamine tähendada tegelikku süsteemi kokkuhoidu, lihtsamat käsitsemist, väiksemaid transpordikulusid ja suuremat paindlikkust.
4. Integreerimine ja kohandamine
AM võimaldab teie soojusprofiilile kohandatud kujundeid, jahutuselemendi integreerimist komponentide kinnitusega, eraldi osade kõrvaldamist (mis vähendab koostekulusid, vähem ühendusi, vähem termilisi liideseid). B2B tootmise kontekstis, kui kliendil on unikaalne alumiiniumprofiil või šassii, siis võiksite printida täpselt nende kohandatud ekstrusioonile või konstruktsiooniosale vastava soojusjuhtme. See on kooskõlas meie tugevusega: kohandatud osad.
5. Kiirem turuletoomine ja disaini iteratsioon
Kuna tööriistad on minimaalsed, saate projekte kiiresti itereerida. Saate katsetada mitut uime paigutust, kanali geomeetriat, võrestiku tihedust, sisemisi radu, ilma et vajaksite uusi vorme või kalleid mehaanilisi seadistusi. Tarnija seisukohalt: saate kiiremini tarnida prototüüpi jahutusradiaatorid ja täiustada neid enne suurema mahuga tootmisele pühendumist, mis on konkurentsieelis.
6. Võimalik kulude kokkuhoid väikeste/keskmise mahu puhul
Kui teie tootmismaht on mõõdukas (nagu see on sageli tööstuselektroonika puhul, kus tootmismahud ei pruugi olla suured), võivad AM-kulud olla konkurentsivõimelised, kui arvestate tööriistade, mehaanilise töötlemise, jäägi, kokkupaneku ja kohandamise kulusid. See kehtib eriti siis, kui te hindate tulemuslikkust ja integreeritavust madalate ühikuhindade asemel.
Kuid ka hoiatusi (tasakaalustatud vaate jaoks)
- Suuremate mahtude puhul on materjalikulud ja AM-masinate kulud suuremad kui tavalise ekstrusiooni või valamise puhul.
- Järeltöötlus (kuumtöötlemine, pindade mehaaniline töötlemine, viimistlemine) võib lisada kulusid ja aega.
- Metallist AM-osade soojusjuhtivus võib olla mõnevõrra madalam või anisotroopne, kui neid ei ole nõuetekohaselt töödeldud.
- Väga suurte mahtude puhul võib tavapärane tootmine ikkagi võita, kui arvestada kulusid detaili kohta.
- Projekteerimisel tuleb arvestada AM-piiranguid (toe eemaldamine, orientatsioon, konstruktsiooni suurus, pinna karedus, jääkpinged).
Üldiselt muudavad AM-i eelised väga atraktiivseks paljude tööstuslike jahutusrakenduste jaoks - eriti kui on oluline kohandamine, keerukas geomeetria või kaal.
Kuidas saab 3D-printimist rakendada tööstuslikele jahutusradiaatoritele?
Juhtiv lõik:
Ma tahan tuua selle meie tööstusesse B2B maailma (suur alumiiniumist pressimine, tööstuselektroonika, töödeldud osad). Siin on, kuidas ma rakendaksin 3D-printimist soojusradiaatorite jaoks samm-sammult.
Esile tõstetud lõige:
Alustage termiliste nõuete ja vormifaktori kindlaksmääramisest, seejärel liikuge materjali/konstruktsiooni valiku kaudu, kasutage topoloogia optimeerimist, valige AM-protsess, töötlege ja valideerige - enne tootmisse viimist.
Sukeldu sügavamale lõik:
Siin on esitatud praktiline lähenemisviis koos pealkirjade ja tabeliga, mis aitab tööstuslikul tarnijal või kasutajal juhinduda:
1. Määratlege termilised nõuded ja piirangud
- Määrake soojusallikas: hajutusvõimsus (W), lubatud temperatuuritõus, keskkonnatingimused (õhukonvektsioon, vedelikjahutus, sundõhuvool).
- Määrake vormifaktor: elektroonikamooduli ümber olev vaba ruum, kinnituspunktid, liidese soojusjuhtivus, jahutusradiaatori asukoht korpuse/korpuse suhtes.
- Määratlege keskkond: tööstuslik keskkond (tolm, vibratsioon, kokkupuude kemikaalidega, äärmuslikud temperatuurid), kas vedelikjahutus on vastuvõetav, milline vedelik, rõhu/voolu nõuded.
- Määrake tootmismahud, kulueesmärgid, lubatud materjalid (näiteks alumiiniumsulam, vask, roostevaba teras).
See etapp on kriitilise tähtsusega: mida paremini te nõudluse kvantifitseerite, seda täpsemalt saate projekteerida soojusalvestuse.
2. Valige materjal ja AM-protsess
Meie tööstuslikul juhul on kõige mõttekam kasutada metallküttealuseid (nt alumiiniumisulamid nagu AlSi10Mg, vask või vasesulamid), sest nende soojusjuhtivus on kõrge.
Valige AM-protsess: kui teil on vaja suurt soojapidavust, võib olla vaja pulbervõrgustiku sulatamist (SLM/EBM) või sideainepihustust + infiltratsiooni. Kaaluge ehitussuurust, seina paksust, pinnaviimistlust, järeltöötlust.
Kaaluge ka materjali sertifitseerimist ja sobivust tööstuselektroonika jaoks (nt korrosioonikindlus, mehaaniline tugevus, sertifitseerimine).
Kuna meie ettevõte tegeleb juba alumiiniumprofiilide ja pinnatöötlusega, siis võime integreerida trükitud alumiiniumist või trükitud vasest soojusradiaatorit meie kohandatud profiili või raamiga.
3. Kujundage jahutusradia (kasutage geomeetrilist vabadust).
Kasutage CAD-vahendeid ja võib-olla topoloogia optimeerimist või võrestiku projekteerimist, et kasutada AM-i vabadust. Peamised projekteerimistegurid:
- Uime tihedus, uime paksus, aluspaksus, kanali kuju (vedelikjahutus).
- Sisemised jahutuskanalid (vedeliku või õhu jaoks), mis järgivad soojusallika kuju.
- Võrestik- või vahtstruktuurid, et suurendada pindala, vähendades samal ajal kaalu.
- Paigaldusliides ja soojusliidese materjal (TIM) peavad olema projekteeritud hea kontakti saavutamiseks.
- Orienteerimine ja ehitusstrateegia on olulised: printimise suund mõjutab soojusjuhtivust, kui kasutatakse komposiitmaterjale või teatavaid AM-materjale.
- Integreerimine teie süsteemiga: võib-olla saab jahutusradiaator osaks teie poolt tarnitavast alumiiniumraamist või on integreeritud meie poolt pressitud või töödeldud korpusesse.
4. Prototüüpimine ja testimine
- Ehitage väikseid prototüüpe, et kontrollida termilist toimivust, mehaanilist sobivust ja montaaži.
- Mõõtke temperatuuri tõusu, soojustakistust, võrrelge simulatsiooniga.
- Kinnitada, et AM-protsess annab nõutavad materjaliomadused (juhtivus, tihedus, poorsus).
- Hinnake järeltöötlust: nt toe eemaldamine, kuumtöötlus, pinnaviimistlus, pinnakatmine või katmine, kui see on vajalik (meie maailmas võiksime kasutada pinnatöötlust).
- Kinnitage vastupidavust tööstuskeskkonnas (vibratsioon, löögid, korrosioon, termiline tsüklilisus).
5. Tootmise planeerimine ja kulude/mahu hindamine
- Väikeste ja keskmiste mahtude puhul võib AM olla elujõuline. Suurte mahtude puhul tuleb hinnata kulusid ühe osa kohta võrreldes tavapärase tootmisega (ekstrusioon + mehaaniline töötlemine, survevalu jne).
- Mõelge hübriidvalmistusele: võib-olla on jahutusradiaatori alus mehaaniliselt töödeldud alumiiniumist ja AM-osa on omavahel ühendatud ribimassiiv.
- Läbivaatamise aeg, tarneahel, kvaliteedi tagamine. Tööstusliku B2B tootmise puhul vajame tugevat korratavust, jälgitavust, sertifikaate.
- Viimistlusplaan: korrosiooni või elektrilise isolatsiooni tagamiseks võib olla vajalik pinnatöötlus (anodeerimine, katmine, pindamine).
6. Integreerumine teie tarneahelasse
Kuna me (Sinoextrud) tegutseme kohandatud alumiiniumi ekstruderina ja tarnijana, võiksime teha koostööd metallist AM-ettevõtetega või investeerida AM-võimekusse, et pakkuda kohandatud jahutusradiaatorit.
Me võime pakendada trükitud soojuselemendi meie alumiiniumist pressimisraamidega (näiteks päikesepaneelide paigaldamiseks koos integreeritud elektroonikaga) või tarnida OEM-ettevõtetele, kes ehitavad mootorikontrollerid, LED-juhtimissüsteemid jne.
Peame tagama dokumentatsiooni, tootmiskvaliteedi (ISO standardid) ja laevanduse/logistika ülemaailmse ekspordi jaoks (Aafrika, Põhja-Ameerika, Jaapan, Lähis-Ida, Euroopa).
Tabel, mis võtab kokku peamised sammud:
| Samm | Põhifookus | Tööstuslikud kaalutlused |
|---|---|---|
| Soojusnõue | W, ümbritsev keskkond, mooduli kuju | Tööstuselektroonika karmi keskkonna |
| Materjalide/protsesside valik | Alumiinium, vask, AM-meetod | Sertifikaadid, juhtivus, maksumus |
| Disain ja optimeerimine | Geomeetriline vabadus, võre, kanalid | Paigaldamine korpusele, kokkupanek, integreerimine ekstrusioonidega |
| Prototüüpimine ja katsetamine | Soojapidavus, sobivus, vastupidavus | Vibratsioon, löögid, saastumine tööstuslikus kasutuses |
| Tootmise planeerimine | Maksumus ühe osa kohta, maht, viimistlus | Tarneaeg, tarneahel, ekspordilogistika |
| Tarneahela integreerimine | Pakkumine lisaväärtusega teenusena | Kvaliteedi tagamine, jälgitavus, ülemaailmne laevandus |
Seda töövoogu järgides saate rakendada 3D-trükkimist jahutusradiaatorite jaoks tööstusliku elektroonika kontekstis - mitte lihtsalt hobiosad, vaid tõsised B2B-komponendid.
Millised on suundumused metalli lisajahutuse disainilahendustes?

Juhtiv lõik:
Kuna võimsustihedus suureneb ja tekivad uued rakendusvaldkonnad (elektrisõidukid, kõrgjõudlusega arvutid, servaarvutid, tööstuslik võimsuselektroonika), peab jahutusriistvara arenema - ja metallilisanditootmine on selle arengu keskmes.
Esile tõstetud lõige:
Peamised suundumused hõlmavad soojusradiaatorite generatiivset projekteerimist ja topoloogia optimeerimist, mitmest materjalist koosnevate ja konformsete jahutuskanalite integreerimist, suure juhtivusega materjalide AM (nt vask) ja hübriidset tootmist tööstuslikus mastaabis.
Sukeldu sügavamale lõik:
Siin on mõned peamised tööstustrendid ja nende tähendus tööstuselektroonika tarnijatele:
Generatiivne projekteerimine ja topoloogia optimeerimine
Selle asemel, et käsitsi projekteerida ribimassiive, kasutavad insenerid nüüd topoloogia ja generatiivse projekteerimise vahendeid, et optimeerida jahutusradia geomeetriat. Tekivad disainilahendused, mis parandavad oluliselt jõudlust ja vähendavad pumplamisvõimsust.
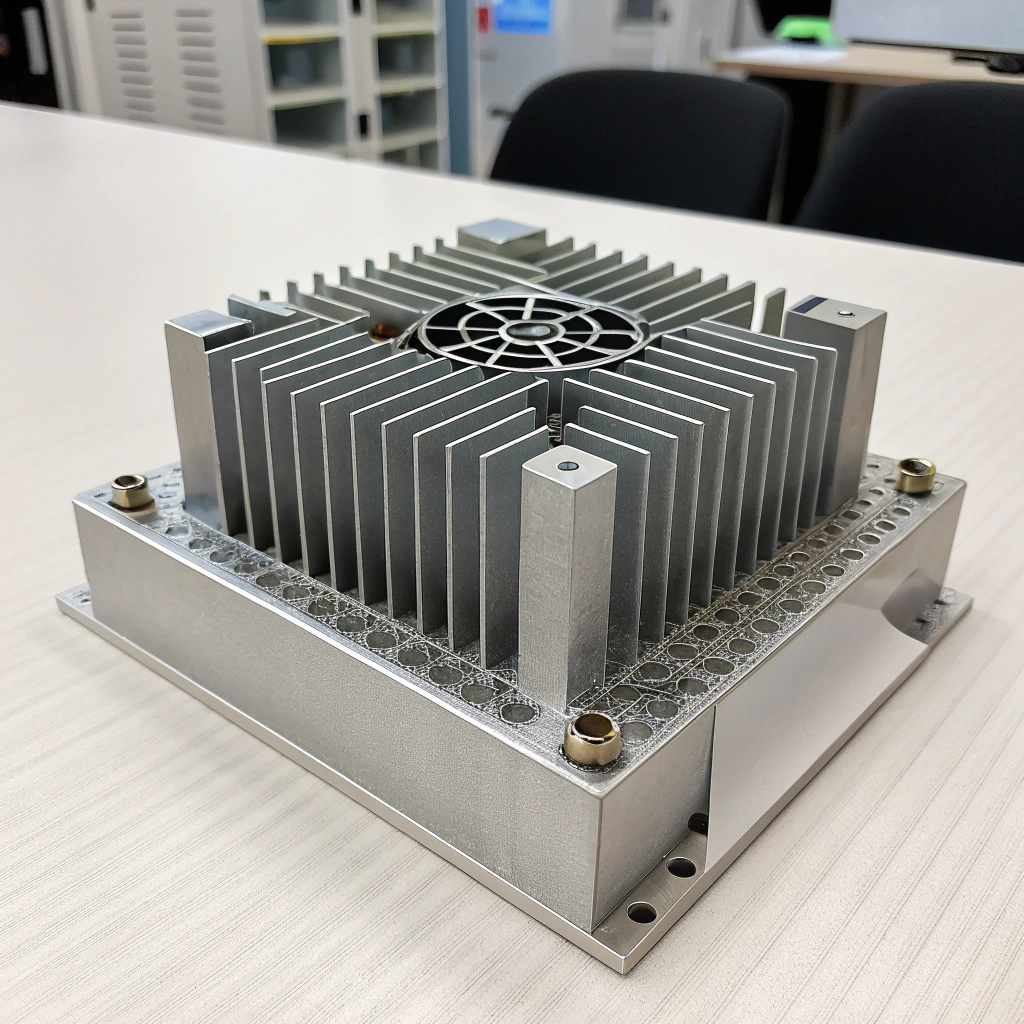
Teine suundumus on ruudustikuliste struktuuride (güroid, teemant, Schwarz P) valmistatavus, mis on toodetud AM-meetodil ja pakuvad suurt pindala. Tööstuselektroonika puhul tähendab see, et jahutusradiaatorid ei pruugi enam välja näha “ribadega plokid”; need võivad olla orgaanilise, puidulaadse või võrestikstruktuuriga. Tootjana annab teile konkurentsieelise, kui suudate pakkuda või integreerida selliseid konstruktsioone.
Konformsed ja sisemised jahutuskanalid
Sirgete ribade ja ühetaolise vahekauguse asemel on jahutuskanalid nüüd integreeritud 3D-suunaliselt jahutusallikasse, et järgida täpselt soojusallikat. See suundumus on eriti oluline suure tihedusega võimsuselektroonikamoodulite (inverterid, mootorajamid, LED-draiverid) puhul, kus kuumuskohad on ebakorrapärased ja jahutuskanaleid on vaja allika lähedal. Tööstusdetailide tarnijana tähendab nende sisekanalite konstruktsioonide pakkumine AM-i kaudu, et te võimaldate suurema võimsustihedusega süsteeme.
Kõrge elektrijuhtivusega metallist AM-materjalide kasutamine
Traditsioonilised AM-metallid (alumiiniumisulamid, roostevaba teras) on head, kuid suure jõudlusega jahutuseks on tööstus liikumas puhta vase või AM-meetodil trükitud vasesulamite suunas. Tööstuselektroonika tarnijate jaoks tähendab see, et peaksite jälgima materjalide võimekust (vase AM on keerulisem), kulude mõju ja tagama, et teie tarneahela suudab käsitleda täiustatud materjale.
Mitmest materjalist ja hübriidne tootmine
Üks suundumus on mitmest materjalist AM-soojusplaatide väljatöötamine, mis võimaldab optimeeritud soojusradade jaoks kombineerida erinevaid metalle või metalli/polümeeri kihte. Hübriidne lähenemisviis on üsna asjakohane ettevõtte jaoks, mis juba pakub pressitud ja töödeldud alumiiniumprofiile. Sa võid projekteerida detaili, mille alus on pressitud alumiiniumraam (mida me saame tarnida) ja ribimassiiv on AM-printitud ja seejärel ühendatud, kasutades ära meie mõlemaid tugevusi.
Kohandamine ja tellitav tootmine
AM-i abil lüheneb kohandatud detailide valmistamise aeg, nii et jahutusradiaatorid saab arendada kliendi jaoks kohandatud, mitte valmis. Seega on suundumus individuaalsete jahutuslahenduste, mitte ainult standardprofiilide suunas. Tööstustarnija seisukohalt saab eristuda, pakkudes “kohandatud AM-soojusvaheti + ekstrusiooniraam + viimistlus” võtmepakettidena.
Jätkusuutlikkus ja kergekaalulisus
Kerged võrestikstruktuurid vähendavad materjalikasutust ja seega kulusid ja süsinikujalajälge. Mõned uuringud seovad AM-soojendusradiaatorid keskkonnahoidlikumate toimingutega (näiteks AM-komponente kasutavad vedelikjahutusega serveririiulid). Tööstuselektroonika ekspordi puhul (Aafrika, Lähis-Ida jne) tähendavad kergemad osad väiksemaid veokulusid ja lihtsamat paigaldamist - see on käegakatsutav kasu.
Digitaalne tootmine ja tarneahela integreerimine
Kuna AM-osad on digitaalselt määratletud (CAD → AM-masin), siis on eelised versioonikontroll, kiire iteratsioon, digitaalne varu (“printimine siis, kui vaja”) ja tarneahela paindlikkus. B2B-tootja jaoks tähendab see, et saate teenindada globaalseid kliente kohandatud lahendustega ilma suurte varudeta.
Samuti peaksime jälgima arenevat suundumust, mis puudutab otseprintimist protsessoritele ja täiustatud jahutust AI/edge computing'i jaoks. Kuigi see on alles kujunemisjärgus, annab see märku, kuidas jahutus muutub integreeritumaks ja miniatuursemaks.
Mahu ja kulude skaleerimine
Üheks väljakutseks on AM-ökonoomika saavutamine mahu juures. AM-pingi tehnoloogia arenedes suureneb tootmismaht ja vähenevad kulud detaili kohta. Tööstuselektroonika suundumus on liikumas prototüübist väikesemahulise tootmise suunas. Meie ettevõtte jaoks peaksime jälgima, millal AM muutub kulukalt konkurentsivõimeliseks näiteks 500-2000 detaili puhul, mitte ainult prototüüpide puhul.
Kokkuvõte
Kokkuvõttes: 3D-trükitud jahutusradiaator absoluutselt saab Tööstuselektroonika puhul, kui viia disain, materjal, protsess ja tarneahel õigesti vastavusse. Lisanditootmise vabadus avab uued jahutusgeomeetriad, kergemad detailid, integreeritud konstruktsioonid ja kiirema turuleviimise aja. B2B tootjana/tarnijana peaksite kaaluma, kuidas integreerida AM-soojuspaneelid oma pressitud alumiiniumist pakkumistega, sõlmida partnerlussuhteid või investeerida AM-võimekusse ning olla teadlik sellistest suundumustest nagu võrestikstruktuurid, vask AM, konformsed kanalid ja kohandamine. Kui te seda teete, siis on teil hea positsioon järgmise põlvkonna suure võimsusega tööstuselektroonika teenindamiseks.




{kind=link}