
¿Puede mecanizarse el disipador de calor con una tolerancia de ±0,1 mm?

¿Alguna vez has tenido un disipador de calor que casi ¿Se ajusta, pero no del todo? Las tolerancias son muy importantes. En algunos diseños, incluso una desviación de 0,2 mm puede arruinar el contacto o el montaje del bloque.
Sí, la mayoría de los disipadores de calor de aluminio pueden mecanizarse con una tolerancia de ±0,1 mm mediante procesos CNC estándar, especialmente en las superficies críticas.
Profundicemos en lo que esto significa realmente, cómo se hace y dónde están los límites cuando se trabaja con disipadores de calor de aluminio.
¿Qué procesos garantizan una tolerancia de mecanizado ajustada en los disipadores térmicos?
El mecanizado con tolerancias estrictas no se limita a la herramienta de corte. Implica a toda la cadena, desde la preparación del material hasta la inspección final.
El mecanizado de tolerancias estrictas en disipadores térmicos se basa en el fresado CNC, la fijación de precisión, los entornos controlados y la calibración en varios pasos.

He aquí las principales etapas y tecnologías utilizadas:
Métodos de mecanizado de precisión
| Proceso | Rango de tolerancia | Aplicación |
|---|---|---|
| Fresado CNC | ±0,05-0,10 mm | La mayoría de las superficies planas y estructurales |
| Electroerosión por hilo | ±0,01-0,05 mm | Raros para disipadores de calor; perfiles complejos |
| Rectificado de superficies | ±0,01-0,03 mm | Bases críticas de planitud |
| Torneado de diamantes | ±0,005 mm | Superficies ópticas o ultraplanas |
Técnicas de apoyo
- Accesorios de alta calidad evitar vibraciones y desplazamientos.
- Control del refrigerante mantiene la estabilidad térmica.
- CNC multieje permiten una mejor gestión de las tolerancias angulares y compuestas.
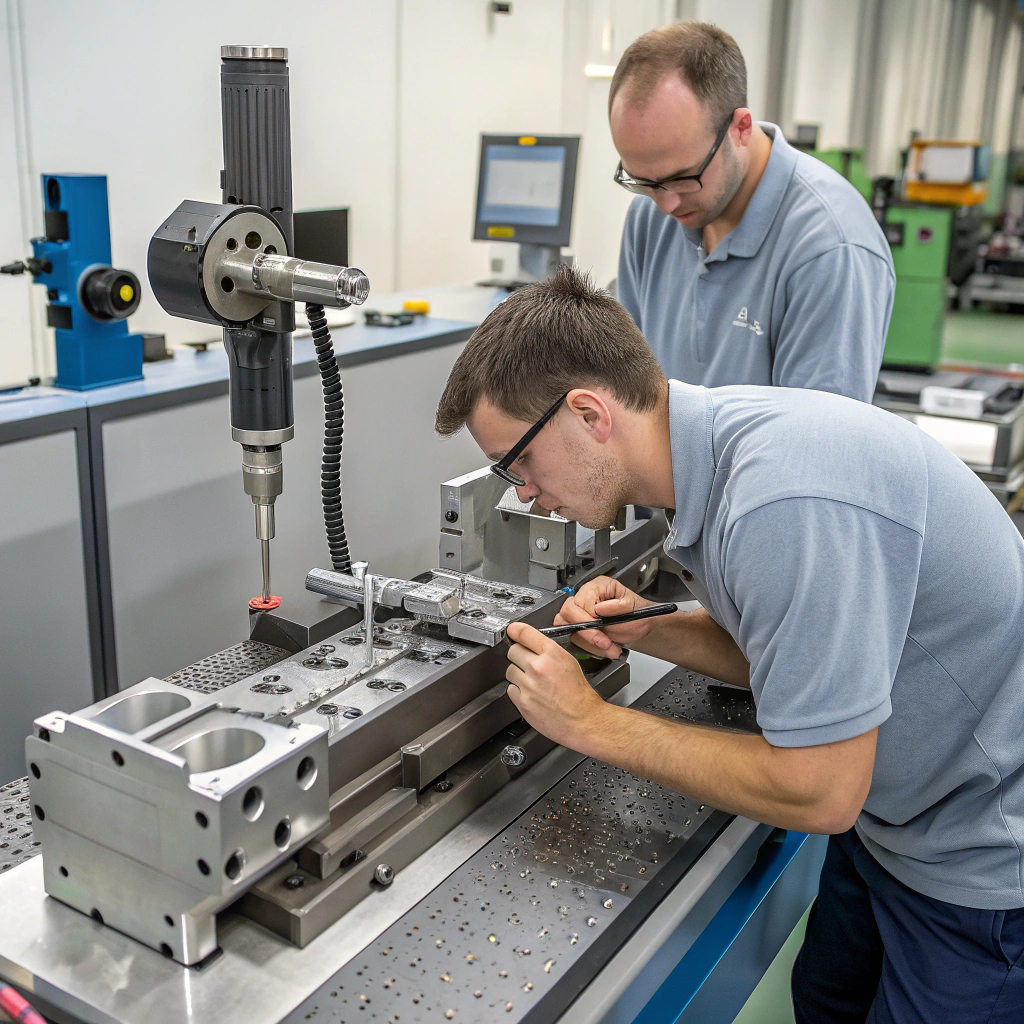
En una ocasión, suministramos un lote de disipadores de CPU personalizados en los que la base de montaje debía ser plana ±0,05 mm en 80 mm. Hubo que realizar tres comprobaciones con rectificado de superficies y verificación con MMC, pero el resultado final fue un ajuste perfecto y una resistencia de contacto 20% menor.
El mecanizado CNC puede alcanzar una tolerancia de ±0,1 mm para disipadores de calor en condiciones controladas.Verdadero
Los CNC estándar de 3 y 5 ejes son capaces de alcanzar estas tolerancias.
Las superficies del disipador de calor no pueden mecanizarse con una tolerancia superior a ±1,0 mm.Falso
Los modernos equipos CNC consiguen tolerancias mucho más ajustadas que ésa.
¿Es viable una tolerancia de ±0,1 mm para perfiles grandes?
Cuanto mayor es la pieza, más difícil es mantener tolerancias estrictas. El alabeo, la vibración y la desviación de la herramienta empiezan a ser más importantes.
Sí, la tolerancia de ±0,1 mm es posible para perfiles grandes, pero requiere un mecanizado en varias fases, una fijación cuidadosa y una inspección posterior al mecanizado.
Qué hace que las piezas grandes sean un reto
| Factor | Problema |
|---|---|
| Longitud | Más dilatación térmica |
| Planitud | Difícil mantener la base uniforme |
| Rigidez | Mayor riesgo de vibración o desviación |
| Sujeción | Puede inducir estrés interno |
Soluciones
- Divida las piezas largas en segmentos para su mecanizado
- Utilice bordes de referencia y alineación de datos
- Mecanizado por ambos extremos mediante plantillas de precisión
- Permitir que las piezas descansar/estabilizar antes de terminar
- Comprobación a mitad de proceso con MMC o relojes comparadores
Trabajamos en un disipador de calor de 500 mm de ancho para matrices de LED industriales. Para mantener una planitud de ±0,1 mm en toda la base se necesitaron tres operaciones, incluidos periodos de reposo térmico y lapeado de la superficie.
Con los procesos adecuados, se puede conseguir una tolerancia ajustada incluso en perfiles de disipadores térmicos de gran tamaño.Verdadero
La configuración adecuada de la máquina, el control térmico y la fijación lo hacen posible.
Los grandes disipadores de calor nunca pueden cumplir tolerancias estrictas debido a su tamaño.Falso
Es difícil, pero no imposible con un mecanizado cuidadoso.
¿Qué herramientas se utilizan para verificar las tolerancias de los disipadores térmicos?
Medir tolerancias estrechas es tan importante como fabricarlas. Si no puede verificar ±0,1 mm, no puede afirmarlo.
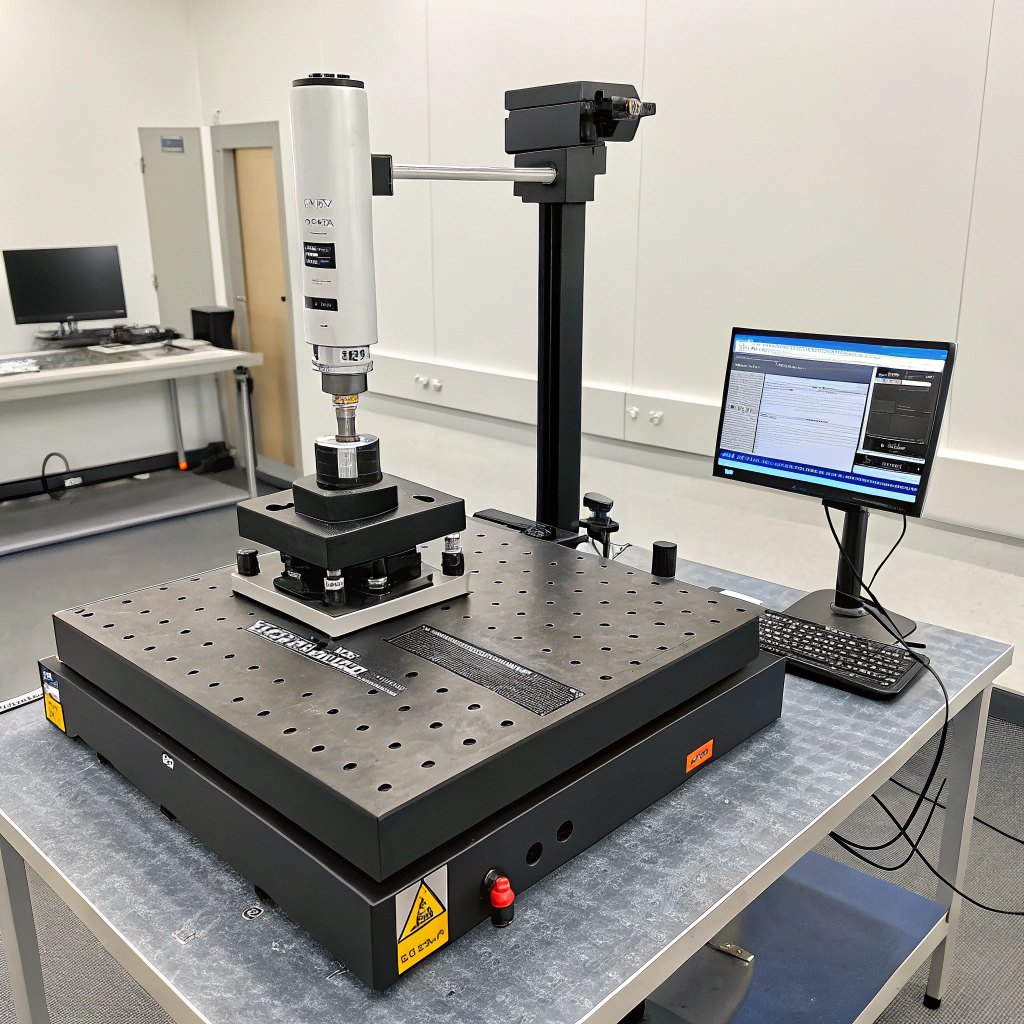
Las tolerancias de los disipadores térmicos se verifican con calibradores, micrómetros, medidores de altura, máquinas de medición de coordenadas (MMC) y herramientas de planitud de superficies.
Herramientas y casos prácticos
| Herramienta | Precisión | Aplicación |
|---|---|---|
| Calibres Vernier | ±0,02 mm | Medidas de longitud, anchura y ranura |
| Micrómetros | ±0,01 mm | Pequeños espesores o alturas de escalón |
| Medidores de altura | ±0,01 mm | Diferencias de pasos de profundidad y perfil |
| Indicador de cuadrante | ±0,001 mm | Excentricidad o planitud |
| MMC (3D) | ±0,001-0,005 mm | Cartografía dimensional de alto nivel |
| Placa de superficie + bloque calibrador | ±0,002 mm | Comprobación de la planitud de las superficies de base |
Utilizamos placas de superficie de granito combinadas con medidores de altura para comprobar el alabeo en grandes extrusiones. Para los trabajos en cavidades estrechas, utilizamos una MMC Mitutoyo para el mapeado 3D.
Las máquinas de medición por coordenadas (MMC) se utilizan para verificar las estrechas tolerancias de los disipadores térmicos.Verdadero
Proporcionan mediciones 3D precisas con una exactitud de micras.
Las reglas y cintas métricas son suficientes para verificar la tolerancia de ±0,1 mm.Falso
Ese nivel de tolerancia requiere instrumentos de precisión especializados.
¿Cómo se controla la calidad con una precisión micrométrica?
Incluso pequeños errores durante la producción pueden echar por tierra tolerancias muy ajustadas. El control de calidad a escala micrométrica implica una disciplina total del proceso.
La calidad micrométrica se consigue mediante máquinas calibradas, entornos estables e inspecciones en varias fases.
Flujo de trabajo de control de calidad
-
Control del material
Inspeccionamos las dimensiones y la dureza del material entrante. -
Calibrado de herramientas
Todas las herramientas CNC y de inspección se calibran mensualmente. -
Gestión térmica
El mecanizado se realiza en salas con temperatura controlada. -
Controles en curso
Los operarios comprueban las dimensiones después del desbaste y antes del acabado. -
Inspección final
Cada lote se somete a una lista de control de calidad con micrómetros y MMC. -
Documentación
Registramos todas las mediciones para garantizar la trazabilidad.
Tabla de control de calidad de las muestras
| Paso | Herramienta de inspección | Frecuencia | Criterios de aprobación |
|---|---|---|---|
| Planitud de la base | Reloj comparador en granito | Cada 10 unidades | ≤0,08 mm |
| Orificios de montaje | Medidor de altura | 100% | ±0,05 mm |
| Acabado superficial | Visual + tarjeta de prueba | Al azar | Ra ≤ 1,6 µm |
| Grosor del perfil | Micrómetro | 100% | ±0,1 mm |
En la producción de disipadores térmicos para un fabricante japonés de vehículos eléctricos, teníamos que mantener una distancia entre orificios de ±0,03 mm en una longitud de 250 mm. Esto requería una comprobación automatizada cada 5 piezas y rutinas de compensación correctivas en el programa CNC.
Mantener la tolerancia a nivel de micras requiere la calibración de las herramientas, entornos estables e inspecciones durante el proceso.Verdadero
Todas las fases de mecanizado y control de calidad deben estar estrictamente controladas.
La tolerancia a nivel de micras puede mantenerse sin inspecciones periódicas ni control del entorno.Falso
Incluso pequeños errores térmicos o de herramienta pueden arruinar tal precisión.
Conclusión
El mecanizado de tolerancias estrechas en disipadores térmicos de aluminio es totalmente factible, incluso hasta ±0,1 mm o más. Pero requiere las herramientas adecuadas, operarios cualificados y un control estricto en cada paso. Pregunte a su fabricante qué puede garantizar y cómo lo mide.


{kind=link}