
Kan kølepladen bearbejdes med en tolerance på ±0,1 mm?

Har du nogensinde haft en køleplade, der bare næsten passer, men ikke helt? Tolerancer betyder noget - meget. I nogle designs kan selv en afvigelse på 0,2 mm ødelægge kontakten eller blokmontagen.
Ja, de fleste køleplader af aluminium kan bearbejdes med en tolerance på ±0,1 mm ved hjælp af standard CNC-processer, især på kritiske overflader.
Lad os se nærmere på, hvad det egentlig betyder, hvordan det gøres, og hvor grænserne går, når man arbejder med køleplader af aluminium.
Hvilke processer sikrer tæt bearbejdningstolerance i kølelegemer?
Bearbejdning med snævre tolerancer handler ikke kun om det skærende værktøj. Det involverer hele kæden - fra materialeforberedelse til slutinspektion.
Bearbejdning med snævre tolerancer i kølelegemer er afhængig af CNC-fræsning, præcisionsopspænding, kontrollerede miljøer og kalibrering i flere trin.

Her er de vigtigste trin og anvendte teknologier:
Metoder til præcisionsbearbejdning
| Proces | Toleranceområde | Anvendelse |
|---|---|---|
| CNC-fræsning | ±0,05-0,10 mm | De fleste flade og strukturelle overflader |
| Trådgnistning | ±0,01-0,05 mm | Sjældne kølelegemer; komplekse profiler |
| Slibning af overflader | ±0,01-0,03 mm | Fladhedskritiske baser |
| Drejning med diamant | ±0,005 mm | Optiske eller ultraflade overflader |
Understøttende teknikker
- Inventar af høj kvalitet forhindre vibrationer og skift.
- Kontrol af kølevæske opretholder termisk stabilitet.
- CNC'er med flere akser giver mulighed for bedre styring af vinkel- og sammensatte tolerancer.
Vi leverede engang et parti specialfremstillede CPU-kølelegemer, hvor monteringsbasen skulle være ±0,05 mm flad over 80 mm. Det krævede tredobbelt kontrol med overfladeslibning og CMM-verifikation, men slutresultatet var perfekt pasform og 20% lavere kontaktmodstand.
CNC-bearbejdning kan opnå ±0,1 mm tolerance for kølelegemer under kontrollerede forhold.Sandt
Standard 3-aksede og 5-aksede CNC'er er i stand til at klare sådanne tolerancer.
Kølepladernes overflader kan ikke bearbejdes med en tolerance på mere end ±1,0 mm.Falsk
Moderne CNC-udstyr opnår meget snævrere tolerancer end det.
Er en tolerance på ±0,1 mm mulig for store profiler?
Jo større emnet er, jo sværere er det at holde snævre tolerancer. Vridning, vibrationer og værktøjsdrift begynder at betyde mere.
Ja, ±0,1 mm tolerance er muligt for store profiler, men det kræver bearbejdning i flere trin, omhyggelig opspænding og inspektion efter bearbejdningen.
Hvad gør store dele udfordrende
| Faktor | Problem |
|---|---|
| Længde | Mere termisk udvidelse |
| Fladhed | Svært at holde basen jævn |
| Stivhed | Højere risiko for skramlen eller afbøjning |
| Fastspænding | Kan fremkalde indre stress |
Løsninger
- Del lange dele op i segmenter til bearbejdning
- Brug referencekanter og Justering af datum
- Bearbejd fra begge ender ved hjælp af præcisionsjigs
- Tillad dele at hvile/stabilisere før du afslutter
- Tjek midt i processen med CMM eller måleinstrumenter
Vi arbejdede på en 500 mm bred køleplade til industrielle LED-arrays. At holde ±0,1 mm fladhed på tværs af basen krævede tre operationer, inklusive termiske hvileperioder og overfladelapning.
Med de rigtige processer kan man opnå snævre tolerancer selv på store køleprofiler.Sandt
Korrekt maskinopsætning, varmestyring og fiksering gør dette muligt.
Store kølelegemer kan aldrig opfylde snævre tolerancer på grund af deres størrelse.Falsk
Det er svært, men ikke umuligt med omhyggelig bearbejdning.
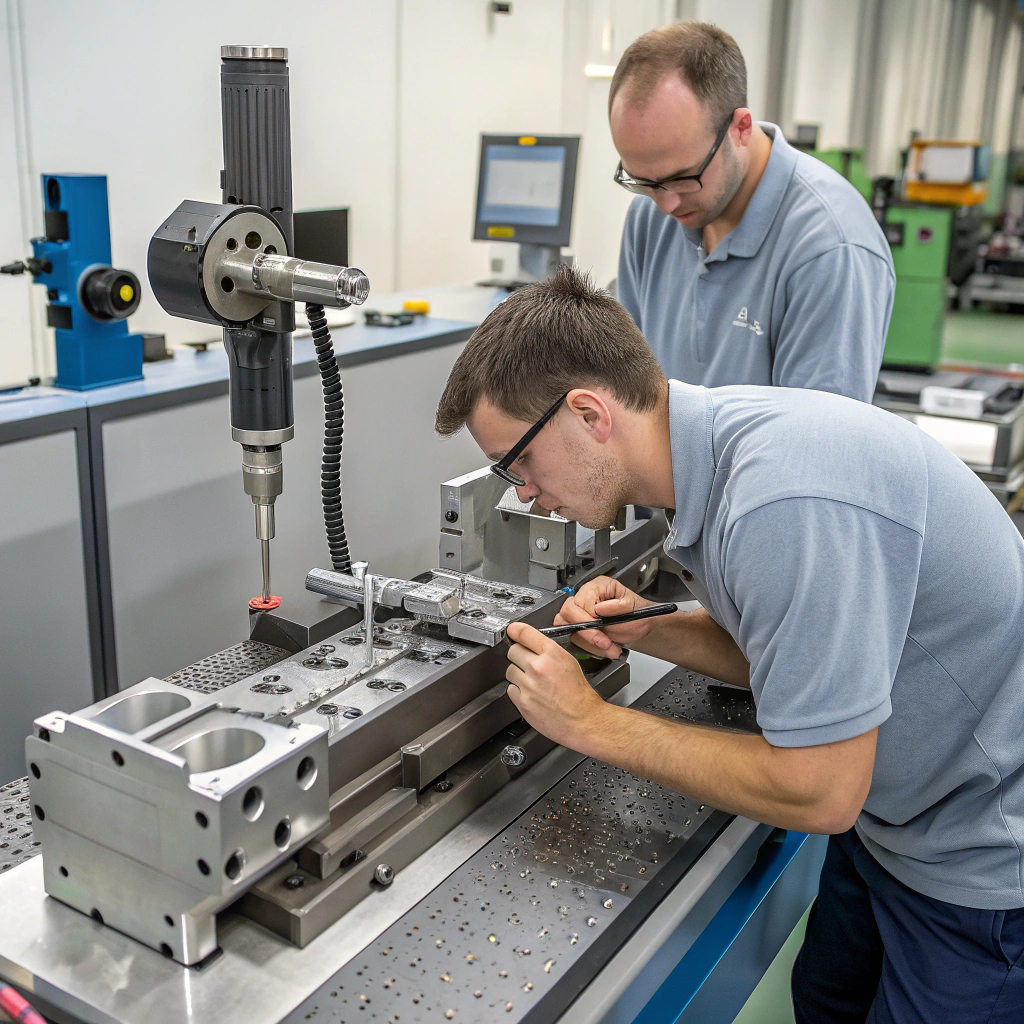
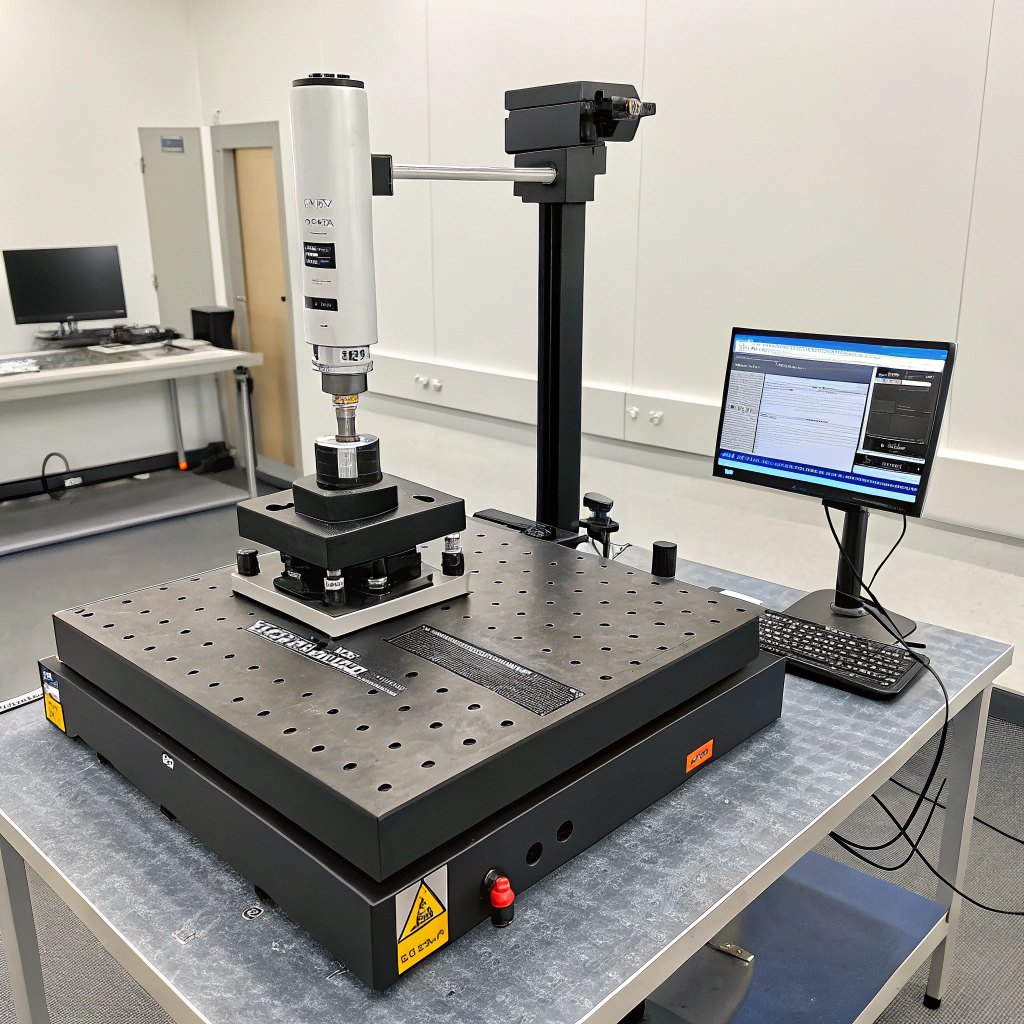
Hvilke værktøjer bruges til at verificere kølelegemets tolerancer?
Det er lige så vigtigt at måle snævre tolerancer som at lave dem. Hvis du ikke kan verificere ±0,1 mm, kan du ikke gøre krav på det.
Kølelegemets tolerancer verificeres ved hjælp af skydelærer, mikrometre, højdemålere, koordinatmålemaskiner (CMM'er) og værktøj til at måle overfladens planhed.
Værktøjer og deres anvendelsesmuligheder
| Værktøj | Nøjagtighed | Anvendelse |
|---|---|---|
| Skydelære | ±0,02 mm | Målinger af længde, bredde og åbning |
| Mikrometer | ±0,01 mm | Små tykkelser eller trinhøjder |
| Højdemålere | ±0,01 mm | Forskelle i dybde og profiltrin |
| Skiveindikator | ±0,001 mm | Rundløb eller fladhed |
| CMM (3D) | ±0,001-0,005 mm | High-end dimensionel kortlægning |
| Overfladeplade + måleklods | ±0,002 mm | Kontrol af planhed på basisområder |
Vi bruger granitoverfladeplader kombineret med højdemålere til at teste for skævheder i store profiler. Til arbejde i snævre hulrum bruger vi en Mitutoyo CMM til 3D-kortlægning.
Koordinatmålemaskiner (CMM'er) bruges til at kontrollere snævre tolerancer i køleplader.Sandt
De giver præcise 3D-målinger med en nøjagtighed på en mikrometer.
Linealer og målebånd er nok til at verificere ±0,1 mm tolerance.Falsk
Det toleranceniveau kræver specialiserede præcisionsinstrumenter.
Hvordan kontrollerer man kvaliteten med en præcision på mikroniveau?
Selv små fejl under produktionen kan ødelægge snævre tolerancer. Kvalitetskontrol i mikronskala betyder fuld procesdisciplin.
Kvalitet på mikroniveau styres gennem kalibrerede maskiner, stabile miljøer og inspektion i flere trin.
Arbejdsgang for kvalitetssikring
-
Kontrol af materialer
Vi inspicerer indgående materialers dimensioner og hårdhed. -
Kalibrering af værktøj
Alle CNC- og inspektionsværktøjer kalibreres hver måned. -
Termisk styring
Bearbejdningen foregår i temperaturkontrollerede rum. -
Kontrol af igangværende processer
Operatørerne kontrollerer dimensionerne efter grovbearbejdning og før færdigbearbejdning. -
Endelig inspektion
Hvert parti gennemgår en QA-tjekliste ved hjælp af mikrometre og CMM. -
Dokumentation
Vi logger alle målinger for at sikre sporbarhed.
Tabel til kontrol af prøvekvalitet
| Trin | Inspektionsværktøj | Frekvens | Kriterier for at bestå |
|---|---|---|---|
| Basens fladhed | Skiveindikator på granit | Hver 10. stk. | ≤0,08 mm |
| Monteringshuller | Højdemåler | 100% | ±0,05 mm |
| Overfladefinish | Visuelt + testkort | Tilfældig | Ra ≤ 1,6 µm |
| Profilens tykkelse | Mikrometer | 100% | ±0,1 mm |
Da vi producerede kølelegemer til en japansk elbilproducent, skulle vi holde en hulafstand på ±0,03 mm over en længde på 250 mm. Det krævede automatisk kontrol for hver 5. del og korrigerende offset-rutiner i CNC-programmet.
Opretholdelse af tolerancer på mikroniveau kræver værktøjskalibrering, stabile miljøer og inspektion undervejs i processen.Sandt
Alle faser af bearbejdningen og QC skal kontrolleres nøje.
Tolerancer på mikroniveau kan opretholdes uden regelmæssig inspektion eller miljøkontrol.Falsk
Selv små termiske fejl eller værktøjsfejl kan ødelægge en sådan præcision.
Konklusion
Bearbejdning med snævre tolerancer i køleplader af aluminium kan sagtens lade sig gøre - helt ned til ±0,1 mm eller bedre. Men det kræver de rigtige værktøjer, dygtige operatører og streng kontrol på hvert trin. Spørg din producent, hvad de kan garantere, og hvordan de måler det.


{kind=link}