
Jaké typy hliníkových trubek vyžadují ohýbání?

Někdy prostě rovná trubka nefunguje. Setkávám se s návrhy, které vyžadují křivky, smyčky nebo přesné úhly. Tehdy je ohýbání trubek nezbytné.
Ohýbání hliníkových trubek je zapotřebí v případech, kdy návrhy vyžadují složité tvary, stísněné prostory nebo plynulé přechody.
Čtěte dál a já vám ukážu, jak vybrat správnou metodu ohýbání a zajistit kvalitu.
Jaké typy hliníkových trubek vyžadují ohýbání?
Trubky používané v jednoduchých rámech se výrazně liší od trubek používaných v topných systémech nebo nábytku. Ne každá trubka se ohýbá stejně.
Trubky pro konstrukční rámy, kapalinové systémy, zábradlí a zakázkové profily často vyžadují ohýbání, aby vyhovovaly potřebám konstrukce nebo instalace.
Vzpomeňte si na trubky, se kterými jsem pracoval:
Konstrukční stavební trubky
Používá se na zábradlí, podpěry a rámy. Potřebují vlastní úhly nebo zakřivení, aby se přizpůsobily stavebním dispozicím.
Trubky pro dopravu tekutin
Používá se v klimatizacích, hydraulických systémech nebo chladicích potrubích. Potřebují hladké ohyby, aby byl průtok stabilní.
Architektonické a nábytkové trubky
Používá se v zábradlích, svítidlech, stolech. Musí dobře vypadat a odpovídat specifikacím designu.
Vlastní profilované trubky
Používá se pro kryty strojů, ergonomické rukojeti nebo složité aplikace. Většinou ohýbají speciální průřezy podle přesných specifikací.
Zde je stručný přehled:
| Typ trubky | Typická použití | Potřeby ohybu |
|---|---|---|
| Konstrukční trubky | Zábradlí, rámy | Vlastní úhly, instalace pod omítku |
| Trubky na tekutiny | HVAC, hydraulika, chladicí potrubí | Hladké křivky, žádné záhyby |
| Architektonické trubky | Nábytek, designová svítidla | Vizuální kvalita, konzistentní poloměr |
| Vlastní profily | Průmyslové nebo ergonomické díly | Přesné křivky, odpovídající profily |
Konstrukční trubky je často nutné ohýbat na míru, aby odpovídaly stavebnímu uspořádání.Pravda
Konstrukční trubky, jako jsou podpěry zábradlí, se často musí ohýbat, aby se přizpůsobily schodům, stěnám a dalším rozměrům budovy.
Trubky pro dopravu tekutin lze prudce ohýbat, aniž by to mělo vliv na průtok.False
Ostré ohyby trubek s kapalinou mohou způsobit turbulence, pokles tlaku nebo ucpání. Důležitý je hladký poloměr.
Jaké techniky ohýbání se používají v servisu hliníkových trubek?
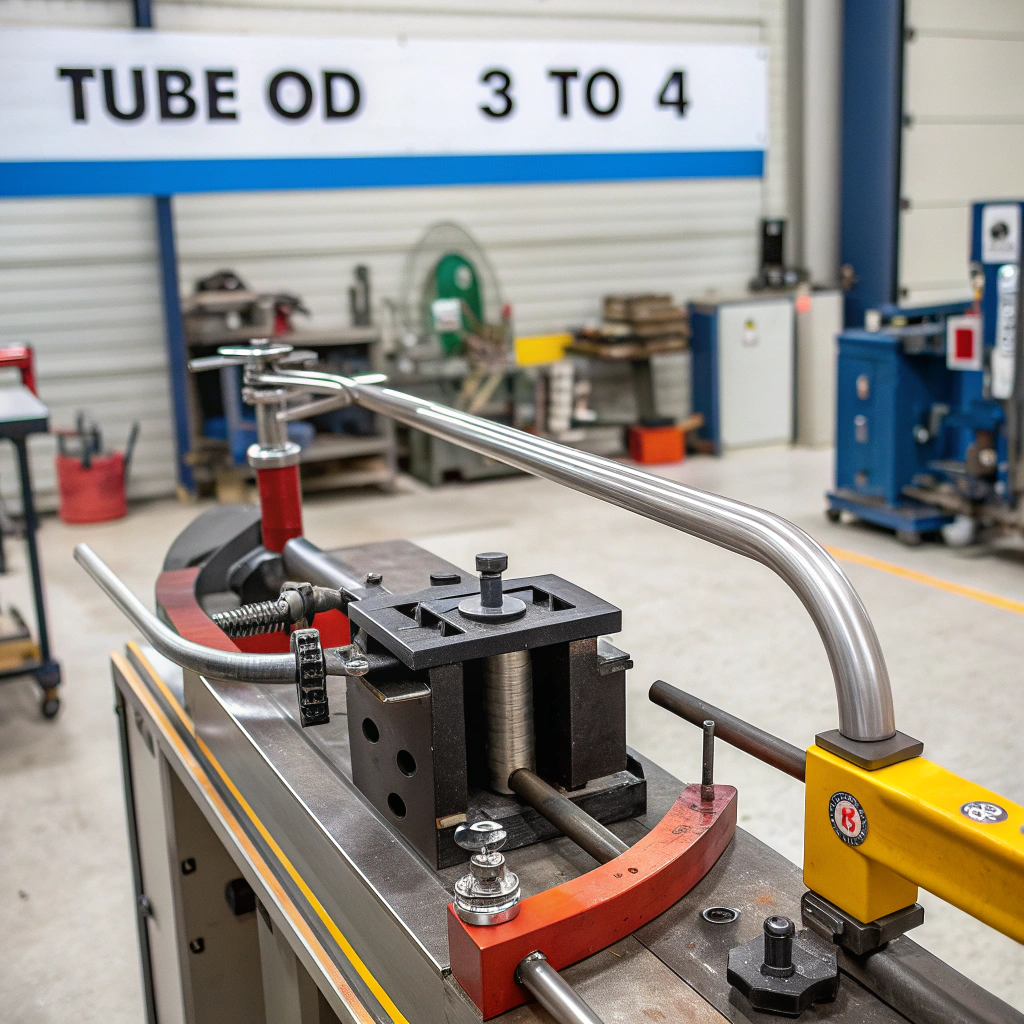
Pro dosažení čistého ohybu bez zploštění nebo zvrásnění je zapotřebí správné nářadí. Záleží na zkušenostech a technice - zejména u hliníku.
Mezi běžné techniky patří ohýbání na trnu, ohýbání na válci, ohýbání na lisu a tepelně asistované metody pro zachování tvaru a celistvosti trubek.

Zde se dozvíte, jak tyto techniky fungují:
Ohýbání trnů
K podepření trubky se používá vnitřní trn. Ideální pro úzké ohyby a tenkostěnné trubky. Zabraňuje vrásnění a zborcení.
Ohýbání rolí
Posouváním trubky mezi válci se vytvářejí hladké oblouky s velkým poloměrem. Nejlepší pro mírné oblouky a delší délky.
Ohýbání v lisu
Trubka se lisuje do tvaru zápustky. Hodí se pro jednoduché, velkoúhlé ohyby. Je rychlý, ale může vyžadovat dodatečnou úpravu po ohybu.
Ohýbání za tepla
Působí teplem na změkčení trubky. Používá se pro tvrdší slitiny nebo složité ohyby. Zabraňuje vzniku trhlin a snižuje zpětné pružení.
| Technika | Nejlepší pro | Výhody |
|---|---|---|
| Ohýbání trnů | Těsné, tenké ohyby trubek | Hladký povrch, bez deformací |
| Ohýbání rolí | Velké poloměry, delší kusy | Efektivní, minimální nástrojové vybavení |
| Ohýbání v lisu | Velký objem, jednoduché úhly | Rychlé, opakovatelné |
| Tepelná asistence | Tvrdé slitiny, složité tvary | Zabraňuje povrchovým problémům, přesné |
Ohýbání na trnu je nejvhodnější pro úzké tenkostěnné trubky.Pravda
Vnitřní trn podepírá trubku při ohýbání a zabraňuje tak jejímu ohýbání nebo vrásnění v těsných ohybech.
Ohýbání lisem je nejvhodnější pro křivky s velkým poloměrem.False
Ohýbání lisem se hodí pro jednoúhlové ohyby, nikoli pro hladké oblouky nebo oblouky s velkým poloměrem. Pro ty je vhodnější ohýbání na válcích.
Jak vypočítat minimální poloměr ohybu hliníkových trubek?
Příliš těsné ohýbání hliníku může způsobit ohyb nebo praskliny. Správný minimální poloměr ohybu udržuje trubku pevnou a funkční.
Minimální poloměr ohybu závisí na průměru trubky, tloušťce stěny a slitině. Pravidlo: průměr krát faktor 2-4, upravený podle tvrdosti slitiny.
Tady je můj výpočet:
1. Znát specifikace trubek
Nejprve zjistěte vnější průměr trubky, tloušťku stěny a typ slitiny, například 6063-T5 nebo 6061-T6.
2. Použití základních pravidel poloměru
Můžete použít tyto obecné vzorce:
-
Pro měkké slitiny hliníku (např. 6063-T5):
Minimální poloměr ohybu = OD trubky × 2 -
Pro tvrdé hliníkové slitiny (např. 6061-T6):
Minimální poloměr ohybu = OD trubky × 3 až 4
Ty poskytují spolehlivý výchozí bod. Poté je upřesněte na základě tloušťky stěny a konkrétního způsobu ohýbání.
3. Přizpůsobení tloušťce stěny
Tenké stěny se snáze hroutí. Použijte větší poloměry nebo podpůrné nástroje. Silné stěny zvládnou těsnější ohyby.
4. Zvažte chování slitiny
Tvrdší slitiny odolávají ohýbání. K ohýbání bez praskání mohou potřebovat tepelné zpracování nebo speciální matrice.
5. Vždy testujte
Proveďte zkušební ohyb a změřte poloměr a deformaci stěny. Pokud se objeví trhliny nebo vrásky, proveďte změny.
| Stupeň slitiny | Měkký/tvrdý | Faktor poloměru |
|---|---|---|
| 6063-T5 | Soft | ×2 OD |
| 6061-T6 | Hard | ×3-4 OD |
U měkčích slitin se často stanovuje minimální poloměr ohybu na dvojnásobek průměru trubky.Pravda
Měkčí slitiny, jako je 6063, umožňují ohyby s minimálním poloměrem přibližně 2× průměr trubky bez poškození.
U tvrdých slitin se vždy používá stejný poloměr ohybu jako u měkkých materiálů.False
Tvrdší slitiny vyžadují větší minimální poloměr, aby nedošlo k praskání nebo deformaci.
Jaké kontroly kvality zajišťují přesné ohýbání trubek?
Dobré ohýbání je přesné a důsledné. Špatná kontrola znamená křivé díly nebo konstrukční poruchy.
Kontroly kvality zahrnují vizuální kontrolu, měření rozměrů, kontrolu tloušťky stěn, detekci škrábanců nebo prasklin a zkoušky shody s přípravky nebo výkresy.

Takto zajišťuji kvalitu:
Vizuální kontrola
Zkontrolujte ohyby, zda nejsou poškrábané, zvrásněné nebo poškozené. Hledejte povrchové praskliny nebo zploštění.
Kontrola rozměrů
Změřte úhel, poloměr a délku. Porovnejte je s konstrukčními specifikacemi nebo šablonami.
Kontrola tloušťky stěny
Pomocí ultrazvukového měřidla nebo mikrometru se ujistěte, že se stěny v místě ohybu příliš neztenčily.
Zkouška způsobilosti a funkčnosti
Ohnutou trubku vložte do přípravku nebo sestavy a zkontrolujte její zarovnání, uložení a vůli.
Detekce trhlin
U kritických dílů použijte k odhalení skrytých trhlin penetrační barvivo nebo ultrazvukovou nedestruktivní kontrolu.
| Typ kontroly | Nástroj nebo metoda | Co kontroluje |
|---|---|---|
| Vizuální kontrola | Oči nebo lupa | Povrchové vady, vrásky, deformity |
| Měření rozměrů | Šablona, úhloměr, měřidlo | Přesnost úhlu, délky a poloměru |
| Kontrola tloušťky stěny | Ultrazvukové měřidlo, mikrometr | Stejná tloušťka v ohybu |
| Zkouška vhodnosti | Přípravek nebo sestava | Seřízení, vůle, problémy s uložením |
| NDT (detekce trhlin) | penetrační barvivo, ultrazvuk | Neviditelné trhliny nebo konstrukční vady |
Ultrazvukovou zkouškou lze zjistit ztenčení stěny po ohýbání.Pravda
Ultrazvukové měření pomáhá potvrdit, že tloušťka stěny trubky zůstává po ohýbání v toleranci.
Vizuální kontrola je dostatečná k zachycení všech závad ohýbaných trubek.False
Některé vady, jako jsou vnitřní trhliny nebo delaminace, se na povrchu nemusí projevit a je třeba je odhalit pomocí NDT.
Závěr
Ohýbání hliníkových trubek zvládá zakřivené trubky v konstrukcích, kapalinách, architektuře a zakázkových tvarech. Metody, jako je ohýbání na trnu nebo na válci, pomáhají zachovat pevnost trubek. Výpočet minimálního poloměru využívá průměr, slitinu a tloušťku. Kontroly kvality navíc zajišťují, že ohyby zůstanou přesné, pevné a správně zapadnou.




{kind=link}