
Jak se vyrábí hliníkové skříně z extrudovaného hliníku?
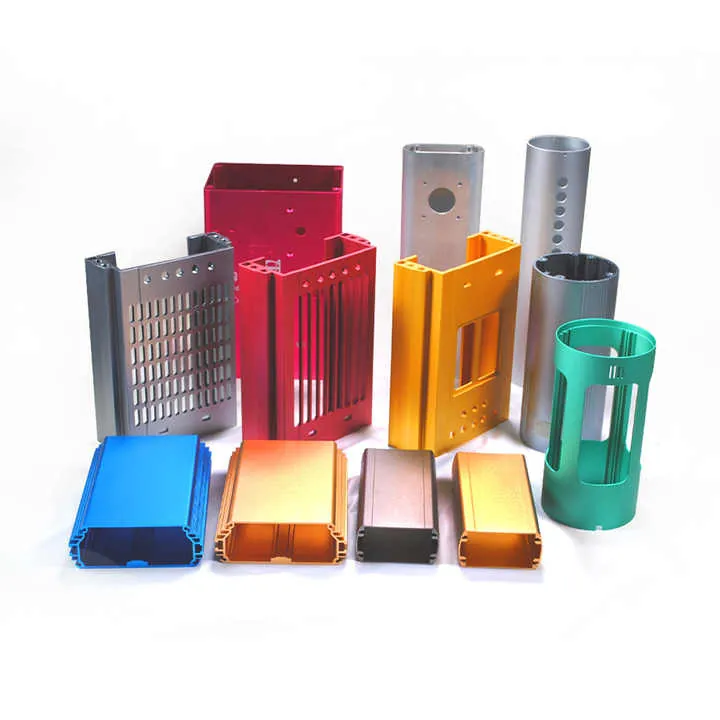
Vytlačovaná hliníková skříň začíná svůj život jako profil s vlastním průřezem. Zde se dozvíte, jak se promění v plnohodnotný kryt:
Jaké jsou klíčové kroky vytlačování?
-
Příprava polotovarů
Vysoce kvalitní hliníkové polotovary (např. 6063?T5/T6) se zahřívají na 400-500 °C, aby změkly. -
Nastavení lisovací formy a vytlačování ramene
Ocelová matrice, která odpovídá vnitřním kanálům a geometrii stěn skříně, se předehřeje a vloží do vytlačovacího lisu. Hydraulický beran protlačí zahřátý polotovar lisovacím lisem a vytvoří dlouhý souvislý profil . -
Chlazení a rovnání
Vznikající část se ochladí (vzduchem nebo vodou) a poté se rovně natáhne, aby se korigovaly zákruty vzniklé při vytlačování. -
Řezání na délku
Je řezán na přesné délky, často mírně nadoraz, aby bylo možné jej později dokončit. -
Tepelné zpracování/stárnutí
V případě potřeby (např. pro temperaci T6) se výlisky nechají zestárnout v peci, aby se dosáhlo požadované pevnosti.
Jak integrovat CNC po vytlačování?
Po získání jednotných extrudovaných délek můžete přidat CNC obrábění a přizpůsobit si skříně:
- Obrábění čelních ploch: vytvářejí rovné plochy, montážní otvory, záhlubníky nebo závitové otvory.
- Boční obrábění: vyříznuté otvory, štěrbiny, panely nebo odvětrávání EMI.
- Funkce dílčí sestavy: strojní vybrání pro spojovací prvky nebo konektory.
Například mnoho extrudovaných bočních lišt je na koncích opracováno na CNC stroji tak, aby bylo možné použít samojistné matice nebo závitové otvory pro upevnění předního a zadního panelu.
Jaké dokončovací procesy se používají?
Po CNC se skříně často opatřují ochrannými a kosmetickými úpravami:
- Eloxování (sirný nebo tvrdý) - dodává odolnost proti korozi, barvu a odolnost proti opotřebení .
- Chemická konverze filmu (Alodin/Chem-Film) - zlepšuje přilnavost laku a poskytuje ochranu proti EMI .
- Práškové lakování - odolný, barevný a silnější než barva; ideální pro robustní skříně.
- Hromadné dokončování - např. vibračním bubnováním k odstranění otřepů a vyleštění všech obnažených hran.
Mnoho výrobců nabízí také vlastní grafiku, například laserové leptání nebo sítotisk na panely.
Jak navrhovat pro snadnou montáž?
Volba konstrukce ve fázi vytlačování a CNC může výrazně zjednodušit montáž:
- Integrované montážní příruby: např. drážkované lišty pro snadnou montáž na panel .
- Předvrtané otvory: nebo CNC opracované podložky pro upevnění šroubů nebo samojistných matic.
- T-drážky nebo kanály: umožňují zasunutí šroubů a držáků na místo.
- Symetrické profily: minimalizuje nastavení přípravků a programování CNC.
- Zkosené hrany: usnadňuje vkládání panelů a těsnění.
Společná strategie: Na koncích jsou šrouby se závitem #6, které se nasadí na předem vyřezané panely, které se zajistí na místě - není třeba žádných držáků ani dalších spojovacích prvků.
Souhrnná tabulka
| Krok | Klíčové údaje |
|---|---|
| Vytlačování | Zahřátí polotovaru → protlačení přes zápustku → ochlazení/roztažení → řezání na délku |
| Integrace CNC | Strojní otvory, porty, konce kohoutů |
| Dokončovací práce | Eloxování / chemická fólie / práškové lakování + odjehlování |
| Konstrukce sestavy | Použití montážních přírub, předvrtaných otvorů, T-drážek, symetrického vytlačování |
Rychlý kvíz
Extrudované hliníkové skříně vždy vyžadují CNC obrábění.False
Základní skříně lze vyrobit pomocí jednoduchých řezů, ale CNC přidává vlastní funkce pro specifické aplikace.
Konstrukce montážních přírub do výlisku zjednodušuje montáž.Pravda
Vestavěné příruby umožňují instalaci panelů a upevňovacích prvků bez dalších držáků, což snižuje počet dílů a čas.
Závěr
Extrudované hliníkové skříně kombinují automatizovanou výrobu s flexibilitou na míru. Navrhnete profil pro vytlačování, nařežete jej na délku, provedete CNC zpracování kritických prvků, nanesete ochranné povrchové úpravy a přímo do konstrukce zakomponujete zaklapávací úchyty a montážní prvky. Výsledek? Robustní, lehký kryt, který se efektivně vyrábí a snadno montuje.




{kind=link}