
هل يمكن تشكيل المشتت الحراري آليًا بتفاوت ± 0.1 مم؟

هل سبق أن كان لديك مشتت حراري تقريبًا مناسب، ولكن ليس تماماً؟ التفاوتات مهمة للغاية. في بعض التصميمات، يمكن حتى لانحراف 0.2 مم أن يفسد التلامس أو تجميع الكتلة.
أجل، يمكن تشكيل معظم المشتتات الحرارية المصنوعة من الألومنيوم بتفاوت ± 0.1 مم باستخدام عمليات CNC القياسية، خاصةً على الأسطح الحرجة.
دعونا نتعمق أكثر في ما يعنيه ذلك حقًا، وكيف يتم ذلك، وأين هي الحدود عند العمل مع المشتتات الحرارية المصنوعة من الألومنيوم.
ما هي العمليات التي تضمن تحمل الآلات المحكم في المشتتات الحرارية؟
لا يتعلق التصنيع الآلي بتفاوتات تحمل ضيقة بأداة القطع فقط. فهو يشمل السلسلة بأكملها - من إعداد المواد إلى الفحص النهائي.
تعتمد الماكينات ذات التفاوت الضيق في المشتتات الحرارية على التفريز باستخدام الحاسب الآلي والتركيبات الدقيقة والتركيبات الدقيقة والبيئات الخاضعة للتحكم والمعايرة متعددة الخطوات.

فيما يلي الخطوات الرئيسية والتقنيات المستخدمة:
طرق التصنيع الآلي الدقيق
| العملية | نطاق التحمل | التطبيق |
|---|---|---|
| التفريز باستخدام الحاسب الآلي الرقمي | ± 0.05-0.10 مم | معظم الأسطح المسطحة والهيكلية |
| التقطيع الإلكتروني السلكي | ± 0.01-0.05 مم | نادرة للمشتتات الحرارية؛ ملامح معقدة |
| طحن السطح | ± 0.01-0.03 مم | قواعد التسطيح الحرجة |
| خراطة الماس | ± 0.005 مم | أسطح بصرية أو مسطحة للغاية |
التقنيات الداعمة
- تركيبات عالية الجودة منع الاهتزاز والتحول.
- التحكم في سائل التبريد يحافظ على الثبات الحراري.
- ماكينات التحكم الرقمي CNC متعددة المحاور تسمح بإدارة أفضل للتفاوت الزاوي والمركب.
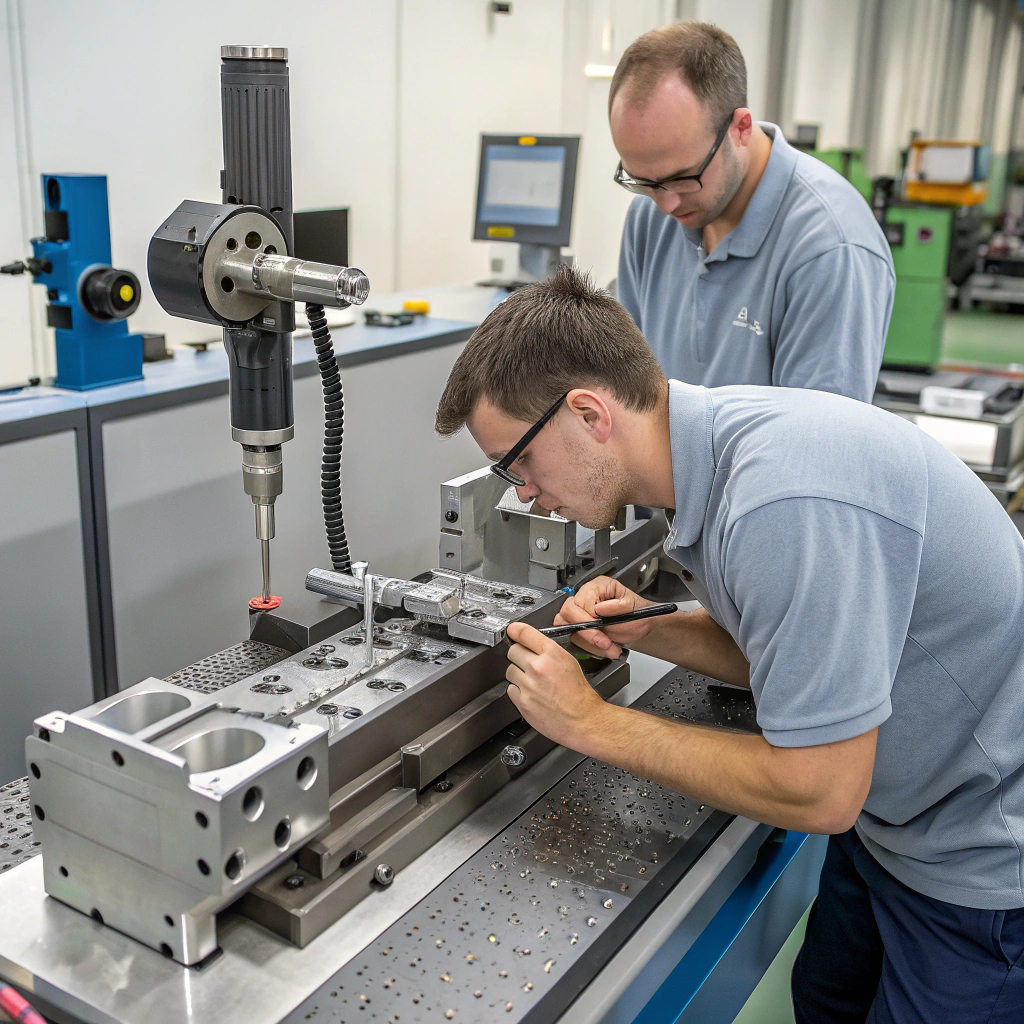
لقد زودنا ذات مرة مجموعة من المشتتات الحرارية المخصصة لوحدة المعالجة المركزية حيث كان يجب أن تكون قاعدة التركيب مسطحة ± 0.05 مم عبر 80 مم. وقد تطلب الأمر إجراء فحص ثلاثي من خلال طحن السطح والتحقق من CMM، ولكن النتيجة النهائية كانت ملاءمة مثالية ومقاومة تلامس أقل بمقدار 20%.
يمكن للتشغيل الآلي باستخدام الحاسب الآلي تحقيق تفاوت ± 0.1 مم للمشتتات الحرارية في ظل ظروف محكومة.صحيح
إن ماكينات التحكم الرقمي القياسية ثلاثية المحاور وخماسية المحاور قادرة على تحقيق مثل هذه التفاوتات.
لا يمكن تشكيل أسطح البالوعات الحرارية بأفضل من ± 1.0 مم.خطأ
تحقق معدات CNC الحديثة تفاوتات أكثر دقة من ذلك بكثير.
هل التفاوت المسموح به ± 0.1 مم قابل للتطبيق على التشكيلات الجانبية الكبيرة؟
كلما كان الجزء أكبر، كلما كان من الصعب الحفاظ على التفاوتات الضيقة. يبدأ كل من الالتواء والاهتزاز وانحراف الأداة في زيادة الأهمية.
نعم، التفاوت المسموح به ± 0.1 مم ممكن للملامح الكبيرة، ولكنه يتطلب تصنيعًا آليًا متعدد الخطوات، وتركيبًا دقيقًا، وفحصًا بعد التصنيع.
ما الذي يجعل الأجزاء الكبيرة صعبة
| العامل | المشكلة |
|---|---|
| الطول | المزيد من التمدد الحراري |
| التسطيح | من الصعب الحفاظ على القاعدة متساوية |
| الصلابة | مخاطر أعلى للثرثرة أو الانحراف |
| التثبيت | قد يحفز الإجهاد الداخلي |
الحلول
- تقسيم الأجزاء الطويلة إلى شرائح للتشغيل الآلي
- الاستخدام الحواف المرجعية و محاذاة المسند
- الماكينة من كلا الطرفين باستخدام الرقصات الدقيقة
- السماح للأجزاء بـ الراحة/الاستقرار قبل الانتهاء
- فحص منتصف العملية باستخدام CMM أو مقاييس الاتصال الهاتفي
عملنا على بالوعة حرارية بعرض 500 مم لمصفوفات LED الصناعية. احتاج الحفاظ على تسطيح ± 0.1 مم عبر القاعدة إلى ثلاث عمليات، بما في ذلك فترات الراحة الحرارية وتسطيح السطح.
يمكن تحقيق التفاوت الضيق حتى في ملفات المشتت الحراري الكبيرة باستخدام العمليات الصحيحة.صحيح
الإعداد المناسب للماكينة، والتحكم الحراري، والتركيبات الحرارية تجعل هذا الأمر ممكنًا.
لا يمكن للمشتتات الحرارية الكبيرة أن تفي بالتفاوتات الضيقة بسبب حجمها.خطأ
إنه أمر صعب، ولكنه ليس مستحيلاً مع المعالجة الآلية الدقيقة.
ما الأدوات المستخدمة للتحقق من تفاوتات البالوعة الحرارية؟
قياس التفاوتات الضيقة لا يقل أهمية عن صنعها. إذا لم تتمكن من التحقق من ± 0.1 مم، فلا يمكنك المطالبة بها.
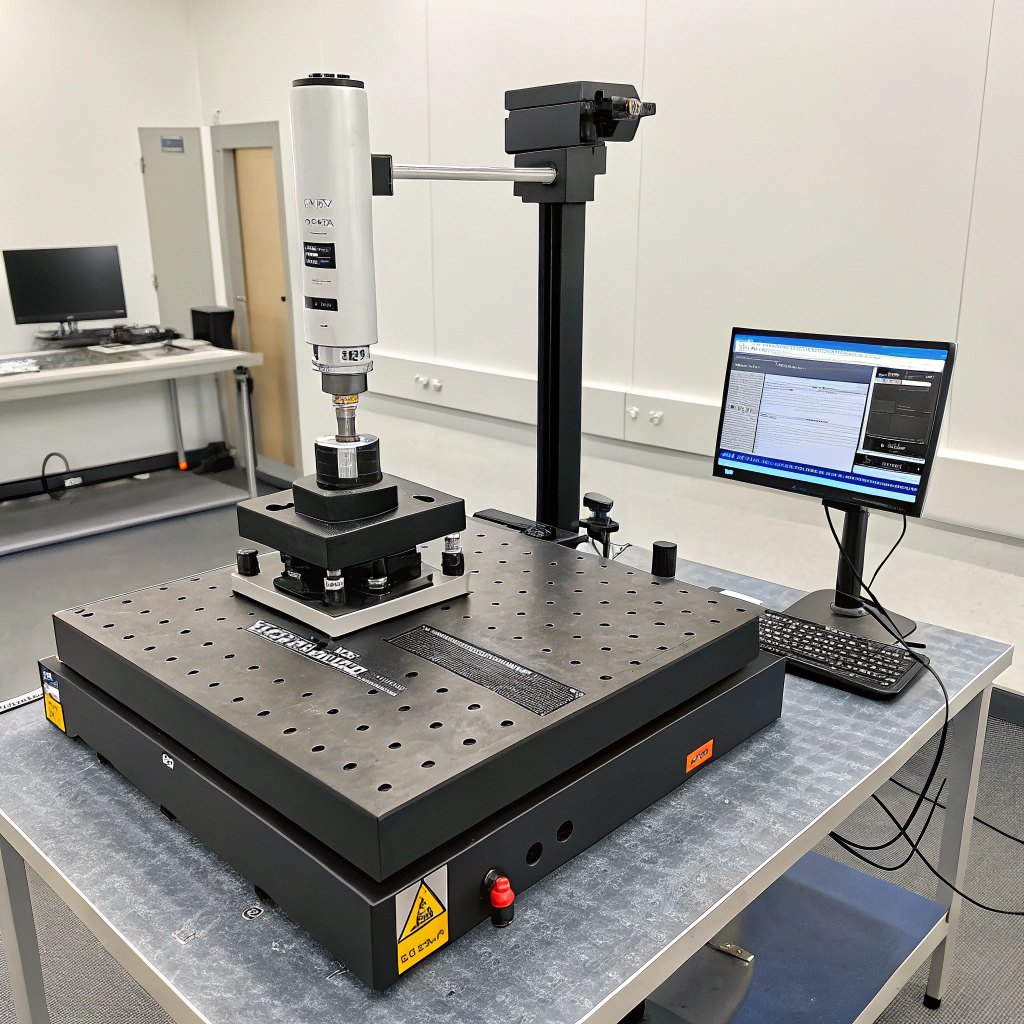
يتم التحقق من تفاوتات البالوعة الحرارية باستخدام الفرجار، والميكرومتر، ومقاييس الارتفاع، وماكينات قياس الإحداثيات (CMMs)، وأدوات تسطيح السطح.
الأدوات وحالات استخدامها
| الأداة | الدقة | التطبيق |
|---|---|---|
| الفرجار ذو الورنية | ± 0.02 مم | قياسات الطول والعرض والفتحة |
| ميكرومتر | ± 0.01 مم | سماكة صغيرة أو ارتفاعات صغيرة |
| مقاييس الارتفاع | ± 0.01 مم | اختلافات العمق والخطوات الجانبية |
| مؤشر الاتصال الهاتفي | ± 0.001 مم | النفاد أو التسطيح |
| CMM (ثلاثي الأبعاد) | ± 0.001-0.005 مم | رسم خرائط الأبعاد المتطورة |
| لوحة السطح + كتلة القياس | ± 0.002 مم | فحوصات التسطيح على مناطق القاعدة |
نحن نستخدم ألواح سطح الجرانيت مع مقاييس الارتفاع لاختبار الالتواء في البثق الكبير. بالنسبة لأعمال التجاويف الضيقة، نعتمد على جهاز Mitutoyo CMM لرسم الخرائط ثلاثية الأبعاد.
تُستخدم ماكينات قياس الإحداثيات (CMMs) للتحقق من التفاوتات الصارمة في المشتتات الحرارية.صحيح
فهي توفر قياسات دقيقة ثلاثية الأبعاد في حدود دقة ميكرون.
تكفي المسطرة وشريط القياس للتحقق من التفاوت المسموح به ± 0.1 مم.خطأ
يتطلب هذا المستوى من التحمل أدوات دقيقة متخصصة.
كيف يمكنك التحكم في الجودة بدقة على مستوى الميكرون؟
حتى الأخطاء الصغيرة أثناء الإنتاج يمكن أن تدمر التفاوتات الضيقة. تعني مراقبة الجودة بمقياس ميكرون الانضباط الكامل للعملية.
تتم إدارة الجودة على مستوى الميكرون من خلال آلات معايرة وبيئات مستقرة وفحص متعدد المراحل.
سير عمل ضمان الجودة
-
التحكم في المواد
نقوم بفحص أبعاد المواد الواردة وصلابتها. -
معايرة الأداة
تتم معايرة جميع أدوات التحكم الرقمي باستخدام الحاسب الآلي وأدوات الفحص شهريًا. -
الإدارة الحرارية
يتم التصنيع في غرف يتم التحكم في درجة حرارتها. -
الشيكات قيد المعالجة
يتحقق المشغلون من الأبعاد بعد التخشين وقبل التشطيب. -
الفحص النهائي
تخضع كل دفعة لقائمة تدقيق ضمان الجودة باستخدام الميكرومتر وCMM. -
التوثيق
نقوم بتسجيل كل قياس لإمكانية التتبع.
جدول مراقبة جودة العينة
| الخطوة | أداة الفحص | التردد | معايير النجاح |
|---|---|---|---|
| تسطيح القاعدة | مؤشر قرص على الجرانيت | كل 10 قطع | ≤0.08 مم |
| فتحات التركيب | مقياس الارتفاع | 100% | ± 0.05 مم |
| تشطيب السطح | بطاقة مرئية + بطاقة اختبار | عشوائي | ر ≤ 1.6 ميكرومتر |
| سُمك الملف الشخصي | ميكرومتر | 100% | ± 0.1 مم |
عند إنتاج خافضات الحرارة لشركة يابانية لتصنيع السيارات الكهربائية، كان علينا الحفاظ على تباعد الفتحات بمقدار ± 0.03 مم على طول 250 مم. وقد تطلب ذلك فحصًا آليًا كل 5 أجزاء وإجراءات إزاحة تصحيحية في برنامج ماكينة التحكم الرقمي باستخدام الحاسب الآلي.
يتطلب الحفاظ على التفاوت المسموح به على مستوى الميكرون معايرة الأداة والبيئات المستقرة والفحص أثناء العملية.صحيح
يجب التحكم في جميع مراحل التصنيع الآلي ومراقبة الجودة بإحكام.
يمكن الحفاظ على تفاوت مستوى الميكرون بدون فحص منتظم أو مراقبة بيئية.خطأ
حتى الأخطاء الحرارية أو أخطاء الأدوات الصغيرة يمكن أن تفسد هذه الدقة.
الخاتمة
يمكن تحقيق التصنيع الآلي الدقيق في المشتتات الحرارية المصنوعة من الألومنيوم - حتى إلى ± 0.1 مم أو أفضل. ولكنه يتطلب الأدوات المناسبة والمشغلين المهرة والرقابة الصارمة في كل خطوة. اسأل الشركة المصنعة عما يمكن أن تضمنه وكيف تقيسه.




{kind=link}